Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Прежде, чем начать установку навеса, необходимо определиться с его назначением и выбрать подходящий вид конструкции. Навесы могут быть нескольких видов
Навесы также могут быть отдельно стоящими и пристроенными к конструкции дома, несъёмными и съёмными.
Рассмотрим, как возвести несъёмный односкатный навес из профнастила
. Такой навес не потребует много материалов, денежных расходов и определённых профессиональных навыков.
Необходимые материалы и инструменты
Для работы понадобиться
- профилированный лист НС35 или НС44 толщиной 0,5 или 0,8 мм в количестве, соответствующем площади навеса;
- стальная профильная труба для опорных стоек 60х60мм, 80х80мм или 100х100мм в зависимости от площади навеса;
- металлический профиль 60х60мм или 60х40мм для лаг и профиль для обрешётки крыши 20х20мм или 20х40мм;
- цемент, песок, щебень для бетонирования опорных стоек и площадки;
- анкерные болты для стоек, оцинкованные саморезы, пресс-шайбы;
- уровень, отвес, шуруповёрт, сварочный аппарат (если решите использовать сварку вместо крепления анкерными болтами).
-

- Станок для производства профнастила …
-

- Ручной станок для производства …
-

- Станок ручной для производства …
-
- Станок для изготовления профнастила …
-

- Станок для производства профнастила С8 …
Этапы работ
- Очищают площадку от мусора, выравнивают её и выполняют разметку конструкции навеса.
- Далее в грунте выкапывают ямы для установки опорных стоек, которые, начиная от углов, рекомендуется размещать примерно на расстоянии 1 м друг от друга. Металлические стойки или столбы устанавливают по отвесу в ямы и заливают цементно-песчаным раствором. Поскольку навес будет располагаться под наклоном, то задние стойки будут короче, чем передние. В процессе установки необходимо постоянно контролировать вертикальность столбов при помощи уровня.
- Полы под навесом можно сделать какими угодно: грунтовыми, дощатыми, плиточными, но для пущей надёжности их лучше всего забетонировать. Для этого по периметру конструкции убирается верхний дерновой слой грунта, сооружается опалубка из деревянных досок, в неё засыпается щебень и заливается бетонный раствор. В дальнейшем такой навес можно легко превратить в полноценную хозяйственную постройку или гараж, прикрепить к нему стены.
- Примерно через одну-две недели, когда бетон как следует схватится и наберёт необходимую прочность, производят крепление лаг к опорным стойкам при помощи сварки или анкерных болтов.
- Монтируется обрешётка под кровлю. Металлические профильные трубы привариваются сварочным аппаратом или прикручиваются при помощи саморезов непосредственно к лагам.
- Листы профнастила кладутся внахлёст на обрешётку и закрепляются саморезами с резиновыми прокладками, чтобы избежать повреждения профилированного листа. На 1 кв.м профлиста рекомендуется использовать 6-7 штук саморезов.
- Опорные стойки, лаги, обрешётка, а также все места срезов, сварки и крепежа необходимо покрыть антикоррозийной грунтовкой и краской для исключения разрушения металла.
Многие автомобилисты утверждают, что лучшего места для машины, чем навес нет.
Постоянный обдув и отсутствие перепада температур предотвращают образование коррозии на металлическом корпусе. А благоустроенным и утеплённым гаражом может похвастаться не каждый.
Владельцы загородных домов и дач нашли выход в обустройстве площадки под стоянку авто навесом из профнастила.
Назначение такого навеса может не ограничиваться стоянкой под автомобиль. Конструкция способна выполнять функцию беседки, детской площадки, зоны отдыха.
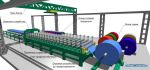
СХЕМА ЛИНИИ:
- РАЗМОТЧИК 8 тонн (механический)
- АВТ. РОЛИКОВЫЙ НОЖ (до входа в профилирование, работа без отходов)
- ПРОФИЛИРУЮЩИЕ ВАЛЫ (цельные)
- СТАНИНА (фрезерованная)
- ПУЛЬТ УПРАВЛЕНИЯ (PLC дисплей с ЖК экраном)
- ГИЛЬОТИНА ФИГУРНАЯ
- ШКАФ ЭЛЕКТРИЧЕСКИЙ
- АВТОМАТИЧЕСКИЙ ПРИЕМНЫЙ СТОЛ 6 м
- скорость проката 35 м/минуту
- мощность кВт
- в стоимость включено: шеф-монтаж обучение персонала и гарантия
Чертежи
| Профилированный лист С8х1150-А, В | Профилированный лист С10х1143,5 | Профилированный лист С18(МП20)х1100-А, В | Профилированный лист С18(МП20)х1100-R |
| Профилированный лист С21х1000-А, В | Профилированный лист С44х999-А, В | Профилированный лист Н-60х845-А, В | Профилированный лист Н-75х750-А, В |
Широкая сфера применения этого материала позволяет использовать оборудование для профнастила владельцами малого и среднего бизнеса практически во всех регионах нашей страны. Предлагаемое оборудование для производства профлиста отличается широкими функциональными возможностями, небольшими габаритными размерами и высокой производительностью и полной автоматизацией.
Каждый станок для производства профнастила выполнен в полном соответствии с европейскими стандартами качества, которые гарантируют отсутствие вредных стоков и выбросов, а также повышенную надежность и безопасность в эксплуатации. Именно поэтому линия по производству профнастила пользуется постоянным спросом со стороны практичных и дальновидных покупателей, желающих в кратчайшие сроки наладить собственное производство качественных кровельных материалов, пользующихся большой популярностью на отечественном рынке строительных материалов.
Линия имеет вариант одноуровневого и двухуровневого исполнения. По желанию заказчика мы можем производить оборудование для профилирования в диапазоне С8 до НС75.
Станок для изготовления профнастила своими руками
Листы из профнастила могут применяться как материал для таких целей:
Не так давно мы обращались в компанию Krovelson (их сайт ) и Вам рекомендуем, так как остались самые положительные впечатление. Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
-

- Станок для производства профнастила …
-

- Станок Т8 для производства профнастила …
-

- Обзорное видео оборудования для …
-

- Станок ручной для производства …
-

- Станок для производства профнастила …
Мастерам на заметку
$2000 мастеру-индивидуалу «отбить», конечно, непросто. Поэтому попробуем разобраться, как все-таки сделать листогиб самому. Не для профнастила, а для разнообразных кровельно-жестяницких работ, на которых тоже можно неплохо жить, и подсобрать деньжат на старт чего-то посерьезнее. Нестандартная мелочь принципиально не поддается унификации, а нужна всегда. И самодельный листогиб тут может стать очень хорошим подспорьем.
О покупных ручниках
Чтобы покончить с «фирмой» (статья не рекламная) и перейти к самоделкам, посмотрим коротко, что можно купить, если все-таки нужно. На рынке безусловно доминируют TAPCO и VanMark. И почти неизвестен отечественный СКС-2, производимый в Орске. По цене все примерно одинаковы; ширина рабочей зоны у нашего 2,5 м против 3 у иноземцев, но это не порок. 3 м рассчитаны на дюймовую систему мер (10 футов = 3,05 м), а в метрической 2,5 м как раз удобнее.
Зато уралец – проходного типа; можно, к примеру, тянуть водостоки до 90х90 мм. Подъем/опускание траверсы – эксцентриками, не нужно крутить маховики. Комплектуется отрезным ножом. Отзывы пользователей – не то что благоприятные, восторженные. Общий тон – «незаменимый работяга».
История повторяется. О подобных ситуациях в прямом эфире по ЦТ высказался после своей поездки в Америку (это когда он там по трибуне ООН туфлей колотил и грозился устроить всем кузькину мать) Никита Хрущев. Мол, в Штатах любую непотребную дрянь продавать умеют, а у нас нужные добротные вещи подать как следует не могут.
Двухъярусные линии
Двухъярусные линии дают возможность попеременного производства профнастила двух видов (из тонколистовой рулонной стали с оцинкованным или с полимерным покрытием). Возможен вариант производства стенового и кровельного профнастила, а на втором ярусе — металлочерепицы из оцинкованной стали и металла с полимерным/лакокрасочным декоративно-защитным покрытием. Такие линии позволяют сэкономить:
- деньги, потому что нет надобности покупать дополнительный разматыватель и систему автоматики;
- производственную площадь, ведь линии располагаются друг над другом.
-

- Купить станок для производства …
-

- Купить станок для профнастила с …
-

- Станок для производства профнастила …
-
- Станок для изготовления профнастила …
-

- Станок для производства профнастила …
Полный комплект оборудования позволяет производить широкий ассортимент продукции с лучшими характеристиками. Если вы выбираете профнастил, сделанный на заводском оборудовании, то можете быть уверенны в его качестве.
Автоматизированная линия двухъярусной конструкции для производства профнастила в действии:
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
О производстве профнастила: технология, оборудование для изготовления
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Как сделать самодельный листогиб: от идеи до реализации
Подготовить инструмент – значит сделать половину дела. Эта истина хороша, если у мастера есть готовый инструмент. Однако, если в ходе работ вдруг может понадобиться что-то более сложное, чем отвертка и молоток, то часто приходится на ходу изобретать настоящие станки для выполнения сложных функций. Яркий пример такого станка — листогиб необходимый при работе с листами металла.
Из чего делать?
Во время осуществления многих работ с листовым металлом, например, в кровельных работах, часто возникает необходимость в сгибании листов металла, в том числе — имеющих различное покрытие. При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
Результат будет плачевным — искривленная, зазубренная поверхность, поцарапанное покрытие, кривая линия сгиба не позволят качественно выполнить всю работу, и не доставят эстетического удовольствия хозяину. Лист больших размеров и, тем более, сложной формы, такими инструментами согнуть вообще невозможно.
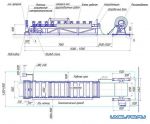
Схема
Однако это повлечет за собой дополнительные, весьма значительные, расходы, что приведет к увеличению стоимости всех работ. Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками.
Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Устройство
Самостоятельно изобрести такой станок будет проблематично даже человеку, хорошо знакомому с основами сопромата. Однако в эру Интернета, изобретательство в этой области никому и не нужно — чертежи и описание как сделать листогиб своими руками можно легко найти на соответствующих сайтах.
Основными деталями листогиба, показанного на чертеже являются:
- Основание — поверхность, предназначенная для установки остального оборудования и крепления заготовки. Изготавливается из стального швеллера. Размеры выбираются в зависимости от размеров листов металла, обработка которых планируется;
- Прижим — устройство, позволяющее сгибать лист. В обычном устройстве угол сгиба не превышает 90 градусов. Изготавливается из стального уголка, устанавливаемого на станину вершиной вверх. Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;
- Обжимной пуансон — конструкция, изготовленная из стального уголка с приваренной к нему металлической рукояткой, позволяющая осуществлять сгибание листа. Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.
Размеры деталей указанные на чертеже, могут меняться, в зависимости от области применения станка.
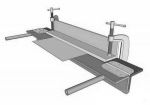
Сборка
Сборка самодельного листогиба, показанная на видео начинается с фиксации основания и пуансона при помощи струбцины.
При этом, необходимо следить за тем, чтобы поверхность основания и рабочая поверхность пуансона находились в одной плоскости.
Ось пуансона продевается в отверстия металлических пластин, называемых щечками, привариваемых к торцам основания. Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Точное расположение прижима определяется после нескольких пробных сгибов. Просверлив отверстия в основании, прикрепляем прижим к основанию при помощи прижимных болтов. Гайку, для крепления болтов приваривают к основанию, что позволяет при необходимости легко установить или снять прижим, пользуясь только одной гайкой на каждом болте, которую можно заменить на воротки.
Работа
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму. При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.
В результате получается лист металла с ровной линией сгиба.
Применение и преимущества
Ручной листогиб применяется при необходимости проведения любых работ, связанных с сгибанием листов металла: изготовление металлический кожухов, корпусов, декоративных работах.
Такое устройство хорошо иметь на даче, в гараже, Оно может понадобиться частному предпринимателю, занимающемуся обработкой металлов и изготовлением металлических изделий в небольших количествах.
Главное преимущество такого станка заключается в его мобильности, небольших размерах, относительной простоте устройства и сборки. Неоспоримым достоинством является возможность его использования в условиях отсутствия электричества. Такое устройство позволяет качественно согнуть любой подходящий по размерам лист металла, сохранив, при этом, ровность его поверхности, не повреждая покрытие листа, если оно имеется.
Недостатки
При всех достоинствах, самодельный листогиб имеет и недостатки, заключающиеся, в первую очередь, в безопасности.
Изготовление такого устройства требует применение сварочного оборудования, обращение с которым требует определенных навыков и соблюдения требований безопасности.
Некачественная сварка может не только привести к пожару во время ее осуществления, но и стать причиной некачественной работы самого устройства.
Особенности работы полуавтоматических производственных линий
Полуавтоматические линии являются более профессиональными, чем ручные станки. Они выпускают качественную продукцию и могут конкурировать с промышленным оборудованием. Полуавтоматические установки оснащаются электрическим приводом, что позволяет отказаться от ручного труда. Такие станки мобильны, поскольку их можно перемещать в нужное место (например, непосредственно на объект строительства).
-

- Ручной станок для производства …
-

- Ручной станок для производства …
-

- Станки для профлиста: как выбрать …
-

- Профилегиб Ручной Купить Станок для …
-

- Ручной станок для производства …
Качество полученного профилированного металлического листа будет высоким. По основным характеристикам оно почти не уступает продукции, полученной на профессиональных линиях.
Ручной профилегиб своими руками
Ручной вариант профилегиба вполне под силу создать самостоятельно при наличии необходимых комплектующих. Такое приспособление поможет гнуть заготовки небольшого сечения для изготовления или ремонта изогнутых конструкций из труб или металлопрофилей.
Одна из основных характеристик ручного профилегиба — минимально возможный радиус гиба.
Необходимые инструменты и материалы
Для самодельного ручного профилегиба понадобится:
- отрезки труб сечением или швеллера 14П;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- 2 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- регулировочный винт;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Все детали можно приобрести в специализированных магазинах или пунктах сбора металлолома, заказать токарю или самостоятельно выточить в домашней мастерской на токарном станке.
Размеры и чертежи
До начала сборки самодельного устройства необходимо определиться с его габаритами и чертежом. Помочь в этом могут представленные ниже варианты схем.
Ролики для профилегиба можно изготовить самостоятельно или приобрести
Если планируется сделать конструкцию, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок.
Конструкция профилегибов разработана таким образом, что их рабочие органы — ролики — могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей её длине

Пошаговая инструкция по изготовлению
Процесс изготовления ручного профилегиба своими руками состоит из следующих этапов:

- Подготовка площадки. Выбранный для размещения станка участок трамбуем и при необходимости выравниваем щебнем или заливаем бетонным раствором из песка и цемента в соотношении 4:1.
- Изготавливаем П-образный регулятор.
Свариваем станину профилегиба
- В отрезке швеллера вырезаем отверстие, ввариваем гайку, вкручиваем винт.
После этого этапа привариваем все подложки, обоймы и валы
- На концах валиков намечаем канавки для крепления звёздочек и нарезаем пазы дрелью, а в отверстиях ограничителей нарезаем резьбу. Привариваем звёздочки с велосипеда. На второй стороне делаем то же самое.
Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу
- Привариваем педаль с велосипеда.
Усилия будет достаточно, чтобы провернуть профильную трубу
- Запускаем пробную гибку для регулировки работы отдельных элементов, после коррекции ручной профилегиб готов к эксплуатации. Эта конструкция не предполагает большой скорости работы.
Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром
- Эта модель профилегиба подойдёт для сгиба трубы толщиной 2- 2,2 мм и шириной 30 мм.
При наличии токарного станка можно вытачить валы более точных размеров
Для облагораживания внешнего вида устройство очищают от ржавчины, следов старой краски, обрабатывают антикоррозийным составом и тщательно прокрашивают.

Видео: изготовление ручного профилегиба
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.

Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
Оборудование для формирования покрытия
Для производства профнастила может использоваться профессиональное оборудование или станки, изготовленные своими руками. Согласно технологии, на первом этапе металл пропускается через вальцы, формируя профиль. Затем на гильотинных ножницах отрезаются нужные параметры изделия.
Для изготовления используются 3 вида станков:
- ручные;
- с частичной автоматизацией;
- автоматические линии.
Ручной самодельный и полуавтоматический станок
Ручное оборудование позволяет изготавливать изделие только профилем 1 типоразмера. Связано это с тем, что на станке, работающим в домашних условиях, нет возможности настраивать вальцы. Прокатывается здесь металл небольшой толщины. Изделия получаются невысокого качества и используются только в качестве заборов или ограждений.
Такой станок можно сделать своими руками. Порядок работы следующий:
- Изготавливается металлический каркас, который при помощи анкерных болтов крепится к бетонному основанию.
- Сверху устанавливается рабочий стол. Размеры его должны превышать длину заготовки. По нему идет подача металла в рабочую зону и извлечение готового изделия.
- Болтовыми соединениями крепится планка, которая необходима для фиксации рулона металла.
- С помощью подшипников, уголков и трубы изготавливается инструмент оборудования — вальцы.
- Устанавливаются они на каркасе. Прижим осуществляется при помощи рычага. Затем ведется подача заготовки в рабочую зону.
Вальцы изготавливаются из инструментальной стали со степенью закалки 54−58 HRC .
При использовании частично автоматизированного оборудования, станок дополнительно оснащается электродвигателем. Выпускаемая продукция получается более профессиональная. При этом станок является мобильным благодаря своему малому весу. Его легко переносить. Устанавливается рядом с объектом, для которого изготавливается профнастил. Это может быть малоэтажное строительство, покрытие для сельскохозяйственных складов или ограждений.
Полностью автоматические линии
-

- Станок для изготовления профлиста …
-
- Листогиб для профнастила – станок для …
-

- Профнастил: размеры, технология …
-

- Мини бизнес: производство профнастила
-

- Станок для производства профнастила …
Автоматическая линия — это комплекс агрегатов. Включает в себя следующие установки:
- прокатный стан с вальцами;
- гильотинные ножницы;
- оборудование для нанесения покрытия.
Для перевозки профлистов используется электрокар. Производительность таких линий в несколько раз превышает любое оборудование и применяется на крупных производствах.
Описание установки и узлов
Для выпуска качественной продукции подбирается оборудование и узлы.
К таким приспособлениям относятся:
- Механизм для фиксации рулонов. На крупные предприятия поставляются оцинкованные листы в виде рулонов, вес которых составляет до 10 тонн. В процессе работы их требуется раскрутить. Именно для этого применяется механизм.
- Автоматическое приспособление, которое регулирует провисание заготовки между механизмом подачи и прокатным станом. Скорость процесса работы большая и оператор не в состоянии проконтролировать и успеть сделать корректировку.
- Сменный инструмент стана для прокатки должен иметь 2−3 комплекта. В случае изменения типоразмеров профнастила они меняются.
- Мощность электрического привода определяет скорость работы линии.
- Рабочий инструмент гильотинных ножниц должен быть заточен в соответствии с технологией. От этого зависит наличие заусенцев в момент обрезки.
Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Процесс изготовления профнастила можно проводить на самодельном оборудовании. Однако производительность такого станка будет невысокой. В случае необходимости изготовления больших партий в течение длительного времени, работы следует выполнять на автоматических линиях.
Использование при производстве автоматики
Для того чтобы принять уже готовую продукцию и сформировать пачки, а также в целях упаковывания полученных изделий, необходимо использовать специальное приемное устройство. В данной ситуации речь идет об откатной тележке. Вместо нее также можно воспользоваться автоматическим штабелером, который обладает автоматизированной системой управления.
Длина, характерная для приемного устройства, будет полностью зависеть от параметров изготавливаемого профилированного листа. За счет использования системы автоматического управления можно регулировать всю процедуру прокатки, а также ту скорость, с которой она производится. С помощью автоматики можно производить запуск всего производства без пробуксовки.
Кроме того, будут отсутствовать и резкие натяжения, которые негативно сказываются на агрегате. Все это делает возможным предотвращение возникновения самых разнообразных аварийных ситуаций за счет применения профилактического мониторинга.

С помощью автоматизированной системы управления можно полностью избежать появления человеческого фактора в процессе производства. Таким образом, будет обеспечена максимальная безопасность оператора, который находится в непосредственной близи с производственной линией.
Безопасность всего производства значительно возрастает в связи с использованием специальных датчиков, которые способны зафиксировать появление ненужных предметов или рук и остановить деятельность до того момента, пока все лишнее не будет убрано.
Машина для производства гофрокартона, машина для производства гофрокартона
О нас
Guangzhou Taisheng Carton Machinery Co., ООО,
Компания Guangzhou Taisheng Carton Machinery Co., LTD., Расположенная в районе Хуаду, городе Гуанчжоу, имеет развитую машиностроительную промышленность и удобную транспортировку. Наша компания приближается к востоку от международного аэропорта Гуанчжоу Байюнь и к западу от северной железнодорожной станции Гуанчжоу. Мы профессионально занимаемся исследованиями и разработками оборудования для производства гофрокартона. С момента основания нашей компании мы всегда придерживаемся принципа «Качество прежде всего, технологические инновации» как нашей цели.В зависимости от внедрения передовых зарубежных технологий и богатого производственного опыта, внедрения передовых итальянских технологий проектирования и производства, мы выпустили серию картонных коробок нового поколения для производства оборудования с удобным управлением. Такие как высокоскоростная флексографская печатно-прорезная машина (высекальная), китайская флексографская печатно-прорезная машина, флексографская ротационная печатная машина, ротационная продольно-резательная машина, продольно-резательная машина с тонким ножом и так далее. Благодаря многолетнему опыту производства и совершенствованию, мы делаем оборудование более совершенным, чтобы соответствовать требованиям клиентов. Наша компания обслуживает клиентов с «тщательным проектированием, тщательным производством, первостепенным обслуживанием». Сохраняя инновации, следуя за совершенством. Локализация управления; Глобализация развития. Постоянно разрабатывайте высококачественные и функциональные продукты. Для установления долгосрочных стратегических целей интернационализации, диверсификации, информатизации.
10
Успешных лет
20
Глобальный дистрибьютор
500
успешных проекта
1000
счастливых клиента
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
-

- Оборудование для производства …
-

- Как согнуть профлист
-

- Оборудования (станки) для производства …
-

- Купить станок для профнастила с …
-

- Оборудование для производства профлиста …
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Чертежи для изготовления станка своими руками
Сегодня профнастил все чаще пользуется популярностью у тех, кто строит современные здания, возводит ограждения, надежно укрепляет перегородки, обновляют вид старых построек. Также с профилированной сталью стают доступными широкие возможности по возведения оригинальной крыши жилого дома или офисного здания. Благодаря высокому качеству стали для проката профлист может использоваться во время строительства таких сооружений как склады и ангары.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
возведение стен разного вида сооружений; кровля для зданий разного назначения; изготовление опалубки; установка перегородок и ограждений.