От профиля до готового окна – целая очередь разных по сложности процессов
Оборудование для производства
В данному случае предлагается производство металлочерепицы по ГОСТ 14918 из оцинкованного тонкого листа, с полимерным покрытием – ГОСТ 30246-94, толщина изделия составит 0,45 мм. Сегмент рынка подобных кровельных изделий занимает 75% от всего рынка.
Для запуска предприятия необходимо оснастить цех линией с профилегибочным станком для производства металлочерепицы c наиболее востребованным на рынке стандартным профилем.
-

- Как делают металлочерепицу: где …
-

- Металлочерепицы изготовление: Как …
-
- Производство Металлочерепицы как бизнес …
Процесс изготовления листов следующий: лист прокатывают и еще потом сверху прессом формируют характерный его изгиб.
Технология монтажных работ
Краткие сведения о кровельном «пироге»:
В самом начале монтажных работ с металлочерепицей (обучающий видео файл скачать или просто посмотреть вы сможете немного ниже), вспомните некоторые основные понятия и схемы устройства кровельных «пирогов». Это название он заслужил из-за приличного количества слоев, которые выполняют свои особые функции.
Именно эти компоненты, при правильном и рациональном подборе необходимых материалов предоставят вам надёжную и долговечную крышу над головой.
Совершенно не имеет значение то, кто будет выполнять работы, вы сами или специально нанятая бригада квалифицированных рабочих вы должны ясно понимать, что крыша – это очень сложная система с множеством нюансов и деталей и здесь необходимо соблюдать все рекомендации от производителей и общестроительных норм по монтажу металлочерепицы довольно строго.
Как хозяин вы просто обязаны постоянно держать монтаж металлочерепицы под своим строжайшим контролем (обучающий видео файл скачать или просто посмотреть вы сможете тут), так как негативные последствия недоброкачественных работ могут проявляться не сразу.
Например, если плохо уложить паро или гидроизолирующие компоненты, то пар может конденсироваться в жидкость, и ваша крыша попросту будет медленно гнить. Помните, что для хорошего и долговечного монтажа вы должны учесть все требования к монтажу металлочерепицы.
Оборудование для производства металлочерепицы.
|
|
Автоматическое оборудование для производства являет собой 100 % автоматизированную линию, управление которой осуществляется лишь одним человеком. Оператор линии программирует скорость конвейера, задаёт количество единиц изделий, заранее устанавливая режим работы.
На наш взгляд лучшее предложение -линия для производства металлочерепицы :
Дальше работа производится без вмешательства человека: металлический лист разматывается и подаётся в фигурный пресс, приобретает форму при помощи гибочного станка, гильотиной нарезается на части нужного размера. И только на приёмном столе рабочий фасует изделия и отправляет их на хранение. Следует отметить, что использование оборудования оснащённого автоматикой, заметно улучшает качество конечной продукции и общую производительность цеха. Не нужно беспокоиться относительно особых условий размещения и больших производственных площадей для автоматического оборудования. Одна такая линия отлично разместится в помещении длиной 20 метров. А учитывая, что производство металлочерепицы не токсично и безвредно, то нет никаких особенных условий для размещения.
Оборудование для мини завода производства металлочерепицы, вариант №1:
В стоимость включено: 1) Разматывание рулона, 2) Автоматический роликовый нож для обрезки металлический линии, 3) Прокатный стан, 4) Штамповщик-формирователь волн, 5) Автоматический укладчик, 6) Приёмный стол; 7) Установка, обучение персонала, сервисное обслуживание.
2) Линии повышенных технических показателей. Данные станки уже имеют повышенную производительность в 8-9 метров в минуту. Они усовершенствованны быстрым прессом и позволяют изготовлять к выпуску уже несколько видов металлочерепицы-различной длины волны, перепадок.
-

- Металлочерепицы изготовление: Как …
-

- Как делают металлочерепицу: где …
-

- Как делают металлочерепицу: где …
3) Линии премиум-класса. Эти станки делают возможным использовать в производстве металлочерепицы более тонкие листы с толщиной в 0, 4 мм. Производительность их ещё выше-10-11 метров в минуту. Ещё они оснащены дополнительной автоматикой.
Покупая оборудование для изготовления металлочерепицы, не будет лишним знать, чем отличаются станки эконом и премиум класса. Покупка дорогостоящего оборудования вполне обоснована, ведь производство пущенное на таком станке принесёт куда большую прибыль, нежели использование дешёвого и неэффективного станка. Почему? Просто суть в том, что синхронный сервопривод, имеющий дорогостоящее оборудование, позволяет увеличить производительность станка в 2 раза. Например, если взять дешёвый станок, то прогон составит 5 метров листов стали за одну минуту. А вот если бы на этом станке присутствовал гидропривод, то прогон бы составил 7 метров. Заменив асинхронный привод на синхронный, можно прогонять до 11 метров стали в минуту. Приобретение такого оборудования даёт замечательный результат уже с первых дней работы.
Второе несомненное преимущество оборудования премиум-класса-возможность корректировки размера профиля в широком диапазоне. Это значит, что при одной производственной линии можно получать любые виды мтеллочерепицы, тогда как со станком эконом-класса можно изготовить только 1-2 вида.
Исходя из этого, все положительные моменты покупки оборудования премиум-класса видны невооружённым глазом: увеличение прибыли, сокращение расходов на рабочую силу, хранение электроэнергии и выпущенной продукции, расширение ассортимента, что положительно сказывается на репутации компании и приводит к повышению её конкурентоспособности.
Хочется ещё отметить, что, совершая покупку оборудования, следует обратит внимание на его производителя. В этой сфере хорошо зарекомендовали себя фирмы России, Украины, Казахстана и прочих стран СНГ. Поэтому следует сто раз подумать, перед тем как купить поддержанное оборудование: оно может изношено, что приведёт к лишним проблемам и тратам.
Персонал.
Стратегия развития.
Станки для производства металлочерепицы
Компания «НЗПО» производит оборудование для разной металлочерепицы. Станок для производства металлочерепицы может быть рассчитан на изготовление материала марки «Банга», «Монтеррей», «Каскад», «Джокер», «Финера».
Точность изготовления обеспечивает автоматическое оборудование, для которой использовались оригинальные комплектующие. Купить станок для изготовления металлочерепицы в компании «НЗПО» можно по стандартному или индивидуальному проекту.
Линии для изготовления металлочерепицы
Линии для производства металлочерепицы предназначена для организации производства металлочерепицы одного из видов: металлочерепицы «Монтеррей», металлочерепицы «Каскад» или металлочерепицы «Банга».
Линии для производства металлочерепицы необходима для организации автоматизированного процесса изготовления разных видов металлочерепицы. Оборудование выпускается со стандартным набором технических узлов. Такие линии отличаются только по штампующему устройству и прокатному станку.
Комплектность линии по изготовлению металлочерепицы
В состав линии входят такие элементы:
- прокатный стен;
- разматыватель;
- стол для приемки продукции;
- ножницы;
- штамп;
- маслостанция;
- пульт управления.
Цены на оборудование для производства металлочерепицы зависят от производительности линии, габаритов и используемых комплектующих.
Типы производимого оборудования компанией ООО «НЗПО» для металлочерепицы
Металлочерепица Монтерей
Металлочерепица Монтерей — это классический тип профиля, напоминающий натуральную черепицу. Олицетворяет собой спокойствие и умеренность. Плавность форм в сочетании с насыщенными цветами полимерного покрытия придают кровле вид, меняющийся от освещения. Каппилярная канавка на черепице обеспечивает дополнительную надежность в соединениях листов, а также предполагает точность установки и невидимость шва по всей длине соединения листов.
Высота профиля: 25 + 14 мм Шаг волны профиля: 350 мм Толщина металла: 0.4 — 0.5 мм
Металлочерепица СуперМонтеррей
Металлочерепица СуперМонтеррей — является одним из самых популярных видов кровельного покрытия – ее дизайн подходит практически к любому архитектурному стилю. Однако коллекция СуперМонтеррей столь востребована не только благодаря приятному внешнему виду. Технические характеристики изделия ничуть не уступают выдающимся дизайнерским особенностям. Технология прокатки и холодной штамповки в сочетании с использование таких полимерных материалов как пластизол, пурал, полиэстер наделяют металлочерепицу СуперМонтеррей долговечностью, легкостью, экологичностью.
Высота профиля: 46 + 21 мм Шаг волны профиля: 300-400 мм Толщина металла: 0.4 — 0.7 мм
Металлочерепица КАСКАД
Металлочерепица КАСКАД — изготавливается из стального оцинкованного листа толщиной 0,4-0,5 мм разнообразной цветовой палитрой с многослойным полимерным покрытием. Она имеет форму близкую к классической черепице, сохраняя все достоинства металлической кровли. Благодаря четким граням и декоративным канавкам на верхней полке профилированного листа металлочерепица Каскад выгодно отличается от других металлочерепичных кровель ярко выраженной фактурой и рельефом.
Высота профиля: 22.5 + 22.5 мм Шаг волны профиля: 350 мм Толщина металла: 0.4 — 0.5 мм
Металлочерепица Банга
Металлочерепица Банга — внешний вид профиля напоминает одну из разновидностей керамической черепицы, а угловатость и строгость форм позволяют делать эксклюзивные кровли, не похожие на остальные. Линия имеет большие габаритные размеры, т.к. профиль имеет значительную высоту и для его профилирования необходим прокатный стан с большим числом рабочих клетей.
Высота профиля: 44 + 18 мм Шаг волны профиля: 300-400 мм Толщина металла: 0.4 — 0.6 мм
Металлочерепица Испанская Дюна
Металлочерепица Испанская Дюна — отлично имитирует натуральную черепицу и обладает основным преимуществом фальцевой кровли – отсутствием сквозных отверстий на поверхности листа.
В отличие от традиционной металлочерепицы, Испанская Дюна крепится к обрешетке с левой стороны через перфорацию специальной формы, которая позволяет компенсировать расширение металла при изменении температуры. Сквозные отверстия на поверхности не делаются. При укладке очередного листа происходит зацеп монтажного выступа и паза предыдущего листа. При этом места крепления закрываются. Это повышает срок службы кровли, т.к. места крепления не подвержены внешним атмосферным воздействиям. Кровля, выполненная по технологии скрытого крепежа, не требует текущего обслуживания в течение всего срока эксплуатации.
Высота профиля: 30 мм Шаг волны профиля: 350 мм Толщина металла: 0.5 — 0.6 мм
Оборудование для производства металлочерепицы – технология изготовления
Технология производства металлочерепицы не подвергалась существенным изменениям уже достаточно долго. В процессе «технологической эволюции» модернизировались и корректировались некоторые этапы производства, но сама технология не менялась.
Единственный этап который изменяется в соответствии с технологическими и производственными новшествами — нанесение защитного слоя полимера.
Это связано с тем, что новые виды полимеров создаются достаточно часто и применение самых передовых разработок способствует улучшению эксплуатационных качеств кровельного материала.
Изготовление металлочерепицы в самом общем виде состоит из нескольких этапов:
- прокат основы из оцинкованного листа стали;
- нанесение защитных покрытий («пассивировка»);
- нанесение полимеров;
- профилирование;
- нарезка и упаковка.
Используя различное оборудование для изготовления металлочерепицы, процесс может меняться в последовательности, но итог всегда один и тот же — лист готовой металлочерепицы. Рассмотрим основные этапы, через которые проходит заготовка в процессе создания листа металлочерепицы.
В качестве сырья для металлочерепицы используется холоднокатаная рулонная сталь. Такой рулон устанавливают в специальный станок для производства металлочерепицы – «размотчик». Здесь сталь пропускается через смазочное устройство и подается в прокатный станок. На этом этапе очень важен не только показатель качества самого металла, но и его толщина.
Производители металлочерепицы ориентируются на работу с листами толщиной от 0,45 до 0,55 мм.
Но тут следует выделить несколько фактов:
- компании по производству металлочерепицы из Швеции используют очень тонкий металл — всего 0,4 мм. Благодаря этому, полученная металлочерепица имеет малый вес, но в то же время она требует аккуратного обращения в процессе монтажа кровли. Ввиду такой требовательности, некоторые строительные компании отказываются от использования шведской металлочерепицы;
- производители металлочерепицы в России предпочитают использовать более толстую основу. Но металл толще 0,55 мм плохо поддается формовке, поэтому для производства такой черепицы используется специализированная линия по производству металлочерепицы. Кровля из такого материала получается тяжелой и жесткой. Но относительно большая толщина негативно сказывается на качестве стыков кровли. Поэтому при монтаже необходимо применять особый подход.
- Идеальным вариантом можно считать черепицу, которая производится из основы толщиной 0,5 мм. Такая черепица формируется относительно легко и имеет хороший запас прочности. Наиболее широко подобная технология применяется финскими производителями.
-
- Монтаж металлочерепицы своими руками …
-

- каталог Ñ Ñ‚Ñ€Ð¾Ð¹Ñ Ð
-

- Grand Line …
Все защитные покрытия призваны предотвратить появление и развитие коррозии на стальном листе черепицы. Кроме того, подобные покрытия придают черепице свойственный ей внешний вид и позволяют защитить от выцветания под действием палящих солнечных лучей. От качества защитного слоя зависит срок эксплуатации черепицы.
Линия для производства металлочерепицы проектируется таким образом, чтобы полимерные покрытия автоматически наносились по следующей схеме:
- пассировка;
- грунтовка;
- покрытие полимерами;
- нанесение защитного лака.
Полимерный состав наносится на металлочерепицу только с лицевой стороны. На тыльную сторону листов наносят бесцветное защитное покрытие.
В роли полимерного покрытия могут использоваться следующие материалы:
- полиэстер. Толщина такого слоя составляет 25 мкм. Материал отличается высокой износоустойчивостью и хорошими показателями теплоустойчивости. При формовке полиэстер не склонен к повреждению, поэтому профиль можно поддавать штамповке с уже нанесенным слоем полимера. К другим достоинствам полиэстера можно отнести низкую стоимость;
- пурал. Толщина покрытия — до 50 мкм. Покрытие отличается приятной шелковисто-матовой структурой поверхности. Ввиду большей толщины защитного слоя, пурал плохо переносит формовку, но в то же время обеспечивает высокую устойчивость к внешним факторам;
- пластизол. Толщина защитного слоя составляет 200 мкм. Материал имеет хорошие показатели устойчивости к механическим повреждениям и перепадам температур. Но черепица, покрытая таким материалом, подвержена нагреванию под лучами солнца. В результате этого она достаточно быстро выцветает.
Оборудование для производства металлочерепицы, смотрите на видео:
После нанесения полимерного покрытия на стальные листы, черепица попадает в формовочный механизм, где ей придают необходимый профиль (в случае с пуралом, стальные листы сначала проходят процесс формовки, а только затем покрываются полимером). Далее черепицу нарезают на отдельные листы и пакуют.
Линия производства металлочерепицы работает в автоматическом режиме. Это позволяет достичь высокого качества конечной продукции при минимальном вмешательстве человека. Технические характеристики линии металлочерепицы зависят от создаваемого вида профиля и мощности двигателя.
Производство металлочерепицы достаточно сложное. Все этапы создания материала для кровли призваны придать ему высокие эксплуатационные показатели. В результате, конечный покупатель имеет возможность приобрести качественный кровельный материал.
Технология производства керамогранита: этапов
Этап 1: Измельчение
В начале эти компоненты измельчаются в специальных мельницах, получается «Шлинкер» — основа для производства керамогранита.
Этап 2: Покраска порошка
Покраска пресс порошка специальными натуральными пигментами, одними из лучших являются пигменты производства Италии.
Этап 3: Сушка

Процесс сушки производится в атомизаторе: в нём происходит распыление полужидкого сырья в потоке горячего воздуха. После чего получаем ПРЕСС-ПОРОШОК.
Этап 4: Складирование/отлёжка

Далее пресс-порошок с помощью транспортерной ленты попадает в силоса (ёмкость для пресс порошка, где отлёживается не менее 48 часов)
Этап 5: Подача на участок прессования

Порошок подаётся в технологическую башню на участок прессования.
Этап 6: Формовка

Процесс формирования готового изделия. На этом этапе формируются пластины.
Этап 7: Пресовка

Производится с усилием 500 кг/1 см²
Этап 8: Сушка

Прессованные плиты отправляются на сушку для удаления лишней влаги.
Этап 9: Нанесение защитного слоя — Кристалины

Его функция — защита лицевой поверхности от загрязнений.
Этап 10: Обжиг

Производится в конвейерной печи при температуре 1300°С около 70 минут.
Этап 11: Автоматический контроль

С помощью специального прибора измеряются геометрия и деформация плиты.
Этап 12: Обработка лицевой поверхности

Как раз здесь производится полирование либо лапатирование
Этап 13: Ректификация плиты (если предусмотрено)

Плитка по краям обрезается, в результате получается плитка с точными и одинаковыми размерами, правильной геометрией, ровными и прямыми краями. Получаем так называемый «Обрезной край». Чтобы торец плитки был прямым, а не трапециевидным.
Этап 14: Сортировка и отбраковка

Для этого создана специальная линия сортирования, где поверхность керамогранита визуально осматривается на наличие дефектов.
Этап 15: Упаковка

Здесь плитка упаковывается, а специальный робот, по специальной программе, формирует паллеты в автоматическом режиме.
Существуют отдельные линии для производства крупноформатного керамогранита.

А это видео (источник), на основе которой была создана публикациция:
Вот вроде бы и всё).
Всех благ!)
Какое сырье использовать
Качество металлочерепицы, несомненно, зависит от оборудования. Но не только от него. Не менее важную роль играет сырье, из которого вы выпускаете продукцию. Ведь некачественный исходный материал не исправить никаким оборудованием.
Так, для производства металлочерепицы применяется рулонная оцинкованная сталь с полимерным покрытием по ГОСТ 30246-94. Допустимая толщина листа составляет от 0,40 до 0,60 миллиметра. Но мы не рекомендуем использовать в производстве металл толщиной меньше 0,45 миллиметра, т.к. монтаж такого покрытия будет затруднен из-за недостаточной жесткости листа.
«Липецкий завод профилегибочного оборудования» рекомендует использовать для производства металлочерепицы сырье следующих производителей: ОАО “НЛМК” (г. Липецк, Россия), ОАО «Северсталь» (, Россия), ОАО «Mittal Steel Temirtau» (Казахстан), ОАО «Магнитогорский металлургический комбинат» (, Россия).
Шаг обрешетки под металлочерепицу
Металлочерепица очень прочна на разрыв при относительно небольшом весе. Сильному ветру достаточно оторвать от обрешетки один небольшой участок кровельного ската для того, чтобы за несколько часов разобрать по листу всю кровлю.
Такого никогда не случится, если обрешетка (то, к чему непосредственно крепятся листы металлочерепицы) была собрана правильно.
Прочитав эту статью, вы сможете проконтролировать правильность подготовки обрешетки под монтаж металлочерепицы и избежать дорогостоящих ошибок.
Как выбрать качественный пиломатериал и какая обрешетка нужна для металлочерепицы
При покупке пиломатериала желательно отбраковать доски, на которых выступила синева или даже чернота, это признак того, что лес заражен грибком. Заражение грибком может привести к разрушению структуры древесины в течение 3-5 лет. Если лес уже куплен, уничтожить грибок помогает восстановитель-отбеливатель, обработка требует добросовестного подхода.
Любой, даже абсолютно белый пиломатериал следует обработать огнебиозащитой на 2 раза, это обеспечит его прочность и долговечность в составе вашей кровли.
Для устройства обрешетки используется обрезная нестроганная доска шириной 100 мм и толщиной от 25 до 32 мм.
Также вам понадобится контробрешетка, брус сечением 40 х 50 мм, который крепится на стропила до обрешетки и обеспечивает вентиляцию и удаление конденсата из подкровельного пространства.
«Дюймовка» — доска толщиной 25 мм, может иметь отклонение по толщине +-5 мм. Ее рекомендуется рассортировать и в пределах одного ската использовать доску с разницей до 2-3мм по толщине. Это позволит избежать видимых волн на скатах кровли после монтажа металлочерепицы.
Вид и шаг обрешетки под металлочерепицу
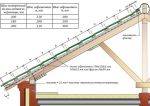
В зависимости от уклона кровли применяется шаговая либо сплошная обрешетка:
- Сплошная обрешетка применяется на уклонах от 14 до 20°. В процессе усушки между досками образуются зазоры до 15 мм, это нормально.
- Шаговая обрешетка применяется на уклонах более 20°. Шаг обрешетки должен быть равен длине волны черепицы, остановимся на этом подробнее. Шаговая обрешетка Сплошная обрешетка
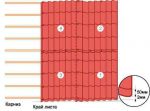
Лист металлочерепицы своим волнообразным рельефом имитирует внешний вид уложенных рядов штучной керамической черепицы. Точка крепления листа саморезом повторяется на этом рельефе через равные промежутки. Если раскладка обрешетки рассчитана правильно, саморез должен войти ровно в середину доски.
Несмотря на разнообразие дизайнов металлочерепицы, существует 2 длины волны и 2 основных шага обрешетки. Это 350 и 400 мм между центрами досок.
Схема раскладки обрешетки для металлочерепицы

Важный нюанс: расстояние от первой (самой нижней) до второй доски обрешетки берется на 50 мм меньше. Это связано с тем, что металлочерепица крепится не заподлицо с лобовой доской, а с выпуском на 50 мм.
| Дизайн металлочерепицы | Шаг обрешетки |
| МонтеррейСупермонтеррейКаскадClassicKvinta (Kvinta Plus)Country (Kvinta)Quadro ProfiKamea (Камея)FinneraAdamanteDecorreyИспанская Дюна | 350 мм |
| МаксиМакси КаскадАндалузияДжокер | 400 мм |
Рекомендуемый шаг обрешетки и другую справочную информацию по монтажу металлочерепицы предоставляет производитель.
Расчет количества доски
Зная шаг обрешетки, а также длину и ширину скатов, легко можно рассчитать необходимое количество пиломатериала. Криволинейные участки и трапеции лучше считать как прямоугольники по большей стороне, небольшой запас обойдется дешевле, чем лишняя доставка.
Пример. Возьмем для расчета двухскатную крышу, где длина ее по коньку будет 7 м, а скаты по 3,5 м. При укладке металлочерепицы с длинной волны 35 см, получится, 3,5 м / 0,35 м = потребуется 10+1 шагов обрешетки по 7 метров для одного ската, т.е. на 2 ската 22 шага. 22х7 м= 154 м доски нам нужно. Добавляем еще пару досок для отделки дымохода и готово.
Устройство и монтаж деревянной обрешетки
Независимо от уклона, на определенных участках и узлах кровли необходимо выполнить сплошную обрешетку.
Что это за участки и узлы:
- Примыкание кровли к дымоходу, вентканалу или стене;
- Вокруг мансардных окон;
- Места крепления снегозадержателей и лестниц;
- Хребты и ендовы (так называются внешние и внутренние изломы кровли);
- Конек;
Сплошная обрешетка здесь нужна для надежного крепления доборных элементов, выполненных из листовой стали. Они не имеют достаточной жесткости и нуждаются в прочном и стабильном основании.
Общие рекомендации:
- Для крепления обрешетки к брусу контробрешетки лучше использовать оцинкованные ершеные гвозди. Использование саморезов, особенно черных, нежелательно, т.к. они изготавливаются из очень хрупкого металла и легко ломаются при нагрузках.
- При ширине ската более 6 м стыковать доски обрешетки нужно по центру бруска контробрешетки, соединение досок на весу не допускается.
Для удобства укладки обрешетки обычно изготавливается шаблон из деревянного бруска. До начала работ желательно приложить шаблон к листу металлочерепицы и убедиться, что точки крепления саморезов действительно приходят в середину 100 мм доски обрешетки. Не исключено, что это шаблон с предыдущего объекта, на котором монтировали совсем другую черепицу.
Монтаж обрешетки под металлочерепицу
Линия для производства металлочерепицы Монтеррей из Китая
Контактное лицо: Мила Тел. факс: +86-28-8649 1659, +86-28-8649 1658 Сот.: +86-18380227177 Эле. почта: [email protected] Wechat: +8618380227177 WhatsApp: +8618380227177 Скайп: Сайт: Адрес: КНР, , проспект Цзинь Фэн,№6 Профилегибочная линия для производства профнастила Линия по производству композитной металлочерепицы с каменной крошкой Станки для производства металлосайдинга Станки для производства сайдинга из Китая Линии для производства профилей для гипсокартона Станок для продольной и поперечной резки ручного металла Станок для водосточной системы (водостоков) Линия для производства сварных сеток, линия по производству сэдвич панелей Линия по производству профнастила для (междуэтажного)перекрытия Линия по производству дверных профилей Оборудование для производства армирующего профиля для оконных систем Стан формовочный для барьерных дорожных ограждений Сталь оцинкованная и окрашенная в рулонах Лист оцинкованный, гальвалюм, кровельные саморезы, оцинковка, металлопрокату Чэндуская компания ООО «Цзинь Бинь» является специальным поставщиком и производителем оборудований и материалов для строительства и отделки из Китая. Наше профилегибочное оборудование высококачественное и долговечно работает более 20 лет. В основном наша компаня предоставляет профилегибочное оборудование для металлочерепицы Монтеррей. Общие технические характеристики оборудования Режим работы оборудования: Автоматический Количество клетей: 13 Габаритные размеры(Д.Ш.В),mm:7500Х1700Х1600mm Произво-ность линии,m: 0—8 метров за минуту диаметр клетей: Ф80мм Ширина ленты, мм: 1250 Толщина ленты, мм: 0,45..1,20 точность изготовления по длине: 10m±2mm САУ язык:Английский и Русский Потребляемая мощность:7,5Kw Вес линии: На оборудование предоставляется гарантия, а также наша фирма «Цзинь Бинь» осуществляет послепродажное обслуживание!
-
- Как стелить металлочерепицу на крышу, видео
-

- Устройство крыши из металлочерепицы …
-

- Как выбрать металлочерепицу для кровли …
Заключение
Станки для производства пластиковых окон бывают самыми разными, и выполняют они огромный перечень функций. И все же общая схема изготовления подобных конструкций остаётся неизменной – во всяком случае, большинство компаний работают именно по алгоритму описанному выше (конечно, с поправками на особенности предприятия).
Видео в этой статье даст вам возможность более подробно ознакомиться с описанным мной процессом, а если вас заинтересуют нюансы – я с радостью пообщаюсь с вами либо в комментариях, либо на форуме проекта.
30 сентября 2016г.Окна,ПластикЕсли вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора — добавьте комментарий или скажите спасибо!
Производство профильных труб – тонкости технологического процесса
Главная » Статьи » Производители пластиковых труб » Производство профильных труб – тонкости технологического процесса
Сегодня в продаже можно встретить профильные трубы разного сечения.
Разобраться в многообразии предложений достаточно сложно даже профессионалу, так как они между собой отличаются не только по внешнему виду, а также надёжности и качеству.
Профильные трубы производят не только из разного металла и сплава, в продаже также можно встретить и изделия из полимера, но технология их производства ничего общего с производством металлических труб не имеет.
В данном случае труба профильная размеры (здесь) , которой определяет сложность самой конструкции, является просто незаменимым материалом. Как правило, сечение профиля будет определять и особенность технологии, которую используют для производства трубы.

Но главные этапы производственного процесса являются одинаковыми независимо от того какого сечения профиль. На данный момент есть два способа, с помощью которых можно получить требуемый профиль сечения. К первому относится обработка заготовки на специальном стане, а после на сварочном аппарате заваривается замыкающей шов готовой трубы.
Второй способ заключается в деформации первичной заготовки, которая имеет вид обыкновенной круглой трубы. Хочется обратить внимание на тот факт что, что второй способ используется только для того чтобы получить профильные трубы квадратного сечения.
Совет
Каждая готовая труба в обязательном порядке должна пройти строгий контроль на качество, в ходе данной процедуры особенно внимание уделяется состоянию сварного шва. В данном случае анализ проводится по двум параллельным между собой методикам.
Специально обученный человек проводит визуальный осмотр профильных труб в результате, которого можно установить дефекты они могут появиться из-за повреждения вальцов или их износа. Также проводится специальная дефектоскопия, в процессе которой проверяется шов.
Во время проведения данной процедуры разные виды напряжения, а также химический состав металла воздействуют как на магнитные, так и электрические характеристики материала. Тщательный анализ вышеуказанных факторов позволяет выявить вероятные проблемы с готовыми профильными трубами.
Станок ПРОФИ-4М на 220В, изготовление из профильной трубы 15× 15×1,5 мм. Изделия «Вензель»
Устройство кровли из металлочерепицы
Чтобы крыша не подтекала, хранила тепло и долго радовала хозяев своим красивым видом, необходимо ее обустроить по всем правилам. При этом для каждого из кровельных материалов существуют свои тонкости и технологии монтажа. В данном материале мы подробно разберем — устройство кровли из металлочерепицы.
Существует два принципиально различных подхода к утеплению крыши дома, это так называемая теплая кровля и холодная кровля. В зависимости от выбранного типа кровли будет несколько отличаться и ее устройство. Поэтому в начале рассмотрим особенности каждой из данных типов крыш, после чего приступим к тем элементам которые являются одинаковыми для данных типов кровель.

Теплая кровля – как устроена и почему так называется
Это кровля, у которой утеплены скаты крыши, поэтому на чердаке вполне комфортно и можно устраивать жилое помещение т. е. так называемую мансарду. А для этого нужно провести ряд операций, создав целую кровельную систему. Рассмотрим устройство данной крыши.
Предусматриваем защиту от воды
На изнанке металлочерепицы может образовываться конденсат. Чтобы он не капал на утеплитель и не промочил его, нужно проложить гидроизоляцию. Для этого хорошо подходят мембраны. Они лучше пленок тем, что проницаемы для пара. Поэтому влага нигде не скапливается, а спокойно уходит наружу. Такие супердиффузионные способности мембран, хорошо выполняют свои функции и место экономят (их кладут на утеплитель без всякого зазора).

Сначала изолируют ендову. Мембрану из рулона прокладывают по всей ее длине, начиная сверху. Стыки на ендове и примыканиях клеим строительной лентой той же марки, что и мембрана. По стропилам гидроизоляцию кладут от карниза до конька, раскатывая рулоны горизонтально. Стыки отдельных рулонов делают на стропилах, перехлест между ними – 15 см. Провисание мембран не допускается – они должны быть хорошо натянуты.
Утепляем крышу, а затем кладем пароизоляцию
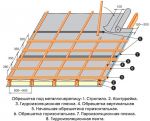
Продолжаем стряпать «пирог кровли из металлочерепицы». Сразу за гидроизоляционной мембраной, с внутренней стороны, ложится утеплитель. Чаще всего для таких целей используют маты базальтовой ваты, но можно использовать и другие виды утеплителей.
Маты из базальтового волокна укладваются между стропилами крыши. Если положить надо не один слой, а несколько, то стыки между матами первого слоя перекрывают плитами второго. Иначе мостики холода могут дать о себе знать. Поверх утеплителя укладывают пароизоляционную мембрану. Нужна она чтобы испарения из внутренних помещений не могли аккумулироваться в утеплителе.

Защита утеплителя от проникновения влаги как изнутри так и снаружи.
Общее устройство теплой кровли из металлочерепицы.
Монтаж обрешетки
Так как металлочерепица не обладает внушительной массой, для неё не требуется создавать мощное основание.
Обрешётка прибивается к стропилам. Дистанция между начальной и последующей доской – 35-40 см. между центрами досок. Здесь имеют значение изгибы листа. Этот показатель различен у разных моделей металлочерепицы.
Стоит знать, что нельзя устраивать стропила над самими окнами!

Далее предложена схема монтажа обрешётки на примере металлочерепицы трёх марок:
В участках, где находятся енды, и металлочерепица примыкает к трубе, а также около окон создаётся сплошная обрешётка.
Установка карнизной планки
Данный компонент присоединяется после создания лобовой доски, которую держат на торцах стропил оцинкованные гвозди.
Крепление идёт в таком порядке:

- Подшивание шпоновой доски на передний участок основания.
- Крепление опорного бруса к стене. Он становится опорой при монтаже свисания карнизного системы.
- Установка кронштейнов на водосток. Места их крепления: ноги стропил или доска карниза.
- Сборка самой планки. Участки её размещения – это те зоны, где водосток соединяется с карнизной, либо лобовой доской. Саморезы друг от друга отдалены минимум на 30-35 см.
Далее крыша облицовывается черепицей, и собираются другие элементы.
Монтаж ендовы
В этой работе для каждой такой составляющей необходимо прикреплять дополнительную доску. Процесс начинается с нижней части с постепенным продвижением вверх. Обязательно сохраняется нахлёст 25-30 см.
Ниже линии карниза обрезается нижняя планка. После чего устраивается отбортовка, а под неё ложится уплотнитель.

Листы материал и ось отделяет зазор в 8-10 см.
В 1,5 см от линии штамповки в обрезанный материал завинчиваются шурупы. Крепёж отдалён от оси на 25 см. Так лист в точке крепежа состыкуется с доской, на которой сосредоточена ендова.
Внизу ендова монтируется до укладки кровли. Благодаря этому вода будет стекать в прямо в доборную составляющую.
Монтаж кровли из металлочерепицы по схеме обустройства ендовы выглядит так:
Для прикрытия участков, где заметен обрезанный материал, используйте декоративные накладные средства.

Схема устройства ендовы
Если начало или окончание ендовы находятся прямо на скате, подкладывается отдельная доска, для окна в черепичном листе создаётся отверстие, а для карнизного среза делается перекрытие в виде планки. В этой ситуации вдоль стен прокладывается уплотнитель.
Укладка и крепление листов металлочерепицы
Данная работа начинается на прямоугольном скате, а точнее с его правой крайней стороны. При обратном направлении каждый новый лист помещается под предшествующий.
Технология монтажа кровли из металлочерепицы на скате – треугольнике основывается на таких критериях: начальный лист размещается в середине ската. Другие листы монтируются к нему с двух сторон.

Порядок укладки металлочерепицы здесь следующий:
- Укладка начального ряда. Листы не фиксируются основательно, а прихватываются в одной точке, а затем выравниваются по отношению друг к другу краю ската. Первая их линия свисает с карниза примерно на 4-6 см. Процесс начинается с любой стороны: правой или левой.
- Фиксация саморезами через волну. Они завинчиваются крепко, но их кольцо-уплотнитель не пережимается.
- На стыковом участке угол подрезается, так устраняется уплотнения. Можно выпрямить капиллярную ямку под штамповкой.
- Процесс дублируется для вторых и следующих линий.
- Фиксация торцевых планок. Их укладка идёт внахлёст 2 см.
Монтаж конька, торцевой планки металлочерепицы и примыкания к стене
Конёк монтируется в такой последовательности:
- По его планке прокладывается специальная уплотнительная лента (аэроролик). Её окончания придавливаются к металлчерепице, и она приклеивается. Эта мера защищает пространство под коньком от осадков. А его планку и данную ленту должен отделять зазор для вентиляции. Его параметр – 5 мм.
- Фиксация конька на планках, устроенных на торцевых частях металлочерепицы. Здесь он должен иметь выступ 2-3 см. При работе с плоским коньком его укладка осуществляется внахлёст.

Как укладывать металлочерепицу на крышу? На участки отопительных или вентиляционных труб устраиваются фартуки. Работа идёт так:
- В трубе создаётся штроба. Её глубина: 1-1,5 см.
- В неё помещается планка фартука 1 (внутреннего). Участок примыкания покрывается герметиком.
- На фартуке размещается черепица и закрепляется саморезами.
- На материал монтируются элементы фартука 2 (верхнего).
Фиксация торцевых планок осуществляется внахлёст 2 см. Параметр волны и ширина ската должны быть идентичными. В ином случае гребень разместится на фронтоне.
Видео: Монтаж металлочерепицы — видео инструкция.
Пошаговая инструкция по монтажу металлочерепицы по специальной технологии от А до Я
Металлочерепица – это кровельный материал, имеющий форму профилированных стальных листов с полимерным покрытием. Применяется для покрытия крыш с углом больше 14 градусов.
Внешне она похожа на классическую керамическую черепицу, но превосходит ее по надежности и простоте установки. В этой статье мы рассмотрели, что лучше, мягкая кровля или металлочерепица?
-
- Монтаж металлочерепицы своими руками …
-

- Как стелить металлочерепицу на крышу, видео
-

- Какую металлочерепицу выбрать …
Материал устойчив к перепадам температуры и к другим негативным климатическим воздействиям. Главным его недостатком являются низкие звукоизоляционные характеристики, но он устраняется при правильном проведении работ.
В этой статье вы узнаете, как сделать крышу из металлочерепицы своими руками, пошагово от А до Я. Если вы не знаете, как выбрать металлическую черепицу, то читайте эту статью.
Полимерпесчаная черепица
ВИДЕО ПО ТЕМЕ:
Бизнес на переработке отходов и изготовлении полимерпесчаной продукции
Оборудование для производства гибкой черепицы из битума полностью автоматизировано, поэтому стоит дорого. Для начинающего бизнесмена предпочтительнее изготовление полимерпесчаной черепицы – начальные затраты и себестоимость гораздо ниже. В качестве сырья используются пластиковые отходы: бутылки и упаковки, бытовые приборы и строительные материалы, пришедшие в негодность.
Глубокая сортировка и очистка при подготовке сырья не требуется, единственное условие – соотношение жестких и мягких полимеров должно быть 50-60/40-50. Влага в процессе производства испаряется, пищевые отходы и бумага сгорают.
Для изготовления черепицы из пластиковых бутылок и других подобных отходов требуется много сухого песка с фракцией до 3 мм без примесей глины. В производственных помещениях должно быть электроснабжение, хорошая вентиляция, вода. Столы и конвейеры.
Оборудование для производства полимерпесчаной черепицы:
ВИДЕО ПО ТЕМЕ:
Линия оборудования для производства полимерпесчаной черепицы
- дробилка полимеров – от 90 000 рублей;
- камера для сушки песка – 175 000 рублей;
- термошнекосмесительная нагревательно-плавильная машина – 200 000 рублей;
- электронные весы;
- двух-ходовый формовочный узел – 140 000 рублей;
- стеллажи.
Влажность песка не должна превышать 5%. В нагревательно-плавильной машине смешивается измельченный полимер, песок и краситель. Смесь еще горячей взвешивается, укладывается в форму и подвергается воздействию пресса в течении 4-10 минут, потом помещается на стеллаж до остывания.
Пластиковая черепица по эксплуатационным характеристикам практически не уступает материалам, изготовленным из битума, но стоит дешевле.
Необходимые инструменты и оборудование
Покрытие крыши металлочерепицей начинается с подготовки необходимых инструментов. Для монтажа кровли из металлочерепицы понадобятся:
- Шуруповерт.
- Рейка.
- Ножницы по металлу или иные устройства для резки металла, например, высечные ножницы, дисковая пила и т. д.
- Строительный степлер.
- Рулетка и маркер.
- Составляющие кровли и кровельного пирога: черепичные листы, саморезы, гидро-, паро- и теплоизоляционные материалы, брусы для обрешетки и стропил.
-

- Устройство крыши из металлочерепицы …
-

- Рабочая ширина металлочерепица …
-
- Ñ Ñ‚Ñ€Ð¾Ð¸Ñ‚ÐµÐ»ÑŒÐ½Ñ‹Ð¹ комп
ОБРАТИТЕ ВНИМАНИЕ!
При работе с черепицей нельзя использовать болгарку и другие абразивные режущие инструменты, так как это нарушает структуру листа.
Монтаж доборных элементов
На укладке кровельного материала устройство крыши из металлочерепицы не заканчивается. Чтобы сделать конструкцию более прочной, защищенной от атмосферной влаги и завершенной, нудно установить ендовы, коньковый профиль и карнизные планки. Работы выполняются в следующем порядке:
- Устанавливают коньковый профиль. Оп прикрепляется к обрешетке вдоль конькового соединения кровельными саморезами. Для защиты торцов профиля от попадания воды используют специальный уплотнитель.
- Фиксируют ендовы и другие разжелобочные элементы. Для защиты стыков между скатами и мест примыкания к вертикальным поверхностям устанавливают специальные планки.
- Карнизные и оборудуют специальными планками, защищающими от влаги и ветра.
- Зашивают карнизные и фронтонные свесы софитами. Эти перфорированные панели защищают нижнюю поверхность ската, не защищенную гидроизоляцией, от контакта с водой.
- Устанавливают водосток, снегозадержатели и молниезащиту.

Помните! Ендовы, коньки, планки примыканий и водосток – не декоративные ‘элементы кровли. Они выполняют функцию защиты полотна от протечек, герметизируя его. При условии правильного оборудования кровельного пирога и использовании вспомогательных комплектующих, крыша из металлочерепицы прослужит 20-30 лет.