Сегодня профнастил занимает лидирующую позицию среди изделий, которые сделаны из тонколистового стального проката. Он нужен для строительства ограждений, крыш и конечно стеновых конструкций. Естественно, изготовление профнастила увеличивается благодаря такой большой популярности.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
-

- Станок для производства профнастила …
-

- Ручной станок для производства …
-
- Станок для изготовления профнастила …
-

- Станок ручной для производства …
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Актуальность бизнеса на алюминии
В чистом виде материал в природе не встречается из-за своей химической активности, потому впервые о нем узнали только в 1824 году. Добыча металла происходит преимущественно из квасца. Детальнее изучить свойства данного химического элемента можно в рамках сайта , а сейчас давайте взглянем на алюминий с точки зрения предпринимательства. О достоинствах и недостатках изделий из сплавов на основе алюминия расскажет таблица ниже.
| Плюсы алюминиевых изделий | Недостатки материала |
|---|---|
| Высокий запас прочности с устойчивостью к процессам коррозии. | Ценник на сплавы из алюминия выше металлических, что накладывает лимиты в отношении строительных закупок. |
| Легкий вес, который не сказывается на сейсмоустойчивости сплавов из алюминия. | |
| Повышенный запас устойчивости к огню и допустимо высоких температур для конструкций из сплавов на основании алюминия. | Высокий коэффициент расширения потребует более тщательной проработки температурных швов при строительных работах, а низкий модуль упругости повышает риск прогиба. |
| Способность сопротивляться ударной нагрузке. При этом не возникает риск появления искр. | |
| Месторождения с бокситами, из которого производят металл, считают одним из тяжело исчерпаемых источников сырья. Учитывая распространение элемента в земной коре, вывод вполне логичен. | Электрохимическая коррозия потребует изоляции точек соприкасания элемента с другими металлами |
| Срок службы сплавов на основе алюминия больше 80 лет. |
Благодаря отсутствию тяжелых металлов и устойчивости к ультрафиолетовому излучению, элемент принято считать экологичным. А его свойство сохранение первоначальных характеристик в процессе переработки дает возможность использовать схему круговой утилизации.
Сферы применения алюминия:
- оборудование в авиационной промышленности;
- как горючий компонент ракетного топлива;
- корпус и палубы кораблей;
- проводка в электронике;
- оружие;
- строительные рамы, лестницы и прочее;
- цистерны, рамы вагонов и другие детали в ЖД;
- детали для авто;
- бытовые изделия.
Не брезгуют использовать алюминий и в качестве декора. Благодаря своей упругости и гибкости, делать элементы искусства из данного материала, если брать в расчет группу металлов, очень просто. Далее мы коснемся как промышленного, так и декоративного назначения рассматриваемого элемента.
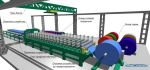
СХЕМА ЛИНИИ:
- РАЗМОТЧИК 8 тонн (механический)
- АВТ. РОЛИКОВЫЙ НОЖ (до входа в профилирование, работа без отходов)
- ПРОФИЛИРУЮЩИЕ ВАЛЫ (цельные)
- СТАНИНА (фрезерованная)
- ПУЛЬТ УПРАВЛЕНИЯ (PLC дисплей с ЖК экраном)
- ГИЛЬОТИНА ФИГУРНАЯ
- ШКАФ ЭЛЕКТРИЧЕСКИЙ
- АВТОМАТИЧЕСКИЙ ПРИЕМНЫЙ СТОЛ 6 м
- скорость проката 35 м/минуту
- мощность кВт
- в стоимость включено: шеф-монтаж обучение персонала и гарантия
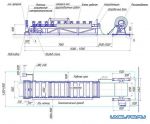
Чертежи
| Профилированный лист С8х1150-А, В | Профилированный лист С10х1143,5 | Профилированный лист С18(МП20)х1100-А, В | Профилированный лист С18(МП20)х1100-R |
| Профилированный лист С21х1000-А, В | Профилированный лист С44х999-А, В | Профилированный лист Н-60х845-А, В | Профилированный лист Н-75х750-А, В |
Широкая сфера применения этого материала позволяет использовать оборудование для профнастила владельцами малого и среднего бизнеса практически во всех регионах нашей страны. Предлагаемое оборудование для производства профлиста отличается широкими функциональными возможностями, небольшими габаритными размерами и высокой производительностью и полной автоматизацией.
Каждый станок для производства профнастила выполнен в полном соответствии с европейскими стандартами качества, которые гарантируют отсутствие вредных стоков и выбросов, а также повышенную надежность и безопасность в эксплуатации. Именно поэтому линия по производству профнастила пользуется постоянным спросом со стороны практичных и дальновидных покупателей, желающих в кратчайшие сроки наладить собственное производство качественных кровельных материалов, пользующихся большой популярностью на отечественном рынке строительных материалов.
Линия имеет вариант одноуровневого и двухуровневого исполнения. По желанию заказчика мы можем производить оборудование для профилирования в диапазоне С8 до НС75.
Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
-

- Станок для производства профнастила …
-

- Станок для производства профнастила С8 …
-

- Станок Т8 для производства профнастила …
-

- Обзорное видео оборудования для …
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
| Цена, тыс. руб | 2100-2620 | 2200-2780 | 2270-2880 |
Виды листогибов
Есть три вида листогибочных станков:
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный.
Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается.
Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки.
Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно. Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка

Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт

Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.

Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.

Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Достоинства строительного материала
За счет возможности создания профлистов самой разной формы все чаще их стали использовать для проектирования кровли. К тому же растет и количество устройств, с помощью которых можно выпустить материал подобного типа. Предприниматель имеет возможность заказать оборудование для производства профлиста из Китая, Кореи, Франции, Америки и т. д.

Этот строительный материал стал также использоваться при возведении коттеджей. Не менее важным преимуществом можно считать и то, что старый профнастил достаточно быстро можно заменить новым. Данный материал обладает стойкостью к ржавчине, высокой надежностью, приятным внешним видом.

Также для профнастила характерна классификация по ширине готового профиля, по форме и по высоте гофры, по использованию исходного материала и лакокрасочного покрытия, а также в зависимости от тех условий, в которых он может быть использован. В качестве исходного материала обычно используются оцинкованный рулон, листы со специальным покрытием.


Изготовления профиля
Ручной станок
Оборудование для изготовления профнастила применяется для создания трапециевидных профилированных листов. Таким образом, профнастил – это листовой гнутый профиль с гофром трапециевидной формы.
Металлопрофиль для кровли изготавливаются из прочной стали путем холодного профилирования.
В зависимости от применения и потребностей покупателей профлист может быть без покрытия и с ним.

Изготовление материала с покрытием необходимо в случае применения его для ведения наружных работ. Профиль без покрытия используется при устройстве опалубок под заливку бетоном.
Каждый вид профнастила имеет различную толщину. В случае применения качественного исходного сырья, то есть первосортной стали, выпускается профиль с цинковым покрытием 20-26 мкм.
Снижение толщины покрытия до 10-13 мкм приводит к увеличению износа.
Совет. Таким образом, изготовление профнастила своими руками должно проходить только с сырьем, имеющим покрытие 1 сорта, и оборудованием, выпускаемым известными машиностроительными компаниями.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали.
Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10.

Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами.
Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Двухъярусные линии
Двухъярусные линии дают возможность попеременного производства профнастила двух видов (из тонколистовой рулонной стали с оцинкованным или с полимерным покрытием). Возможен вариант производства стенового и кровельного профнастила, а на втором ярусе — металлочерепицы из оцинкованной стали и металла с полимерным/лакокрасочным декоративно-защитным покрытием. Такие линии позволяют сэкономить:
- деньги, потому что нет надобности покупать дополнительный разматыватель и систему автоматики;
- производственную площадь, ведь линии располагаются друг над другом.
Полный комплект оборудования позволяет производить широкий ассортимент продукции с лучшими характеристиками. Если вы выбираете профнастил, сделанный на заводском оборудовании, то можете быть уверенны в его качестве.
Автоматизированная линия двухъярусной конструкции для производства профнастила в действии:
Ручные станки
Ручное оборудование для производства профлиста используется для обеспечения потребностей небольших производств. Оно часто применяется для изготовления металлопрофиля при организации строительства территориально удаленных объектов. Ручные станки работают благодаря значительным физическим усилиям, что относится к его недостаткам. Поэтому их используют для выпуска листов небольшой толщины и размеров.
Ручные производственные линии представляют собой обычные листогибочные приспособления. Для осуществления технологических операций пластина из оцинкованного металла размещается на рабочем столе и фиксируется с помощью прижима. Благодаря движению специальных направляющих деталей происходит формирование изогнутого профиля с необходимыми геометрическими параметрами.
Самодельный станок листогиб

Ручные станки отличаются и другими особенностями, в число которых входит:
- за одну рабочую смену можно изготовить не больше 150 листов;
- ширина рабочего стола не превышает 2,5 м, поэтому он не используется для переработки рулонной стали;
- оптимальные параметры заготовок для производства – 2,5х1,2 м с толщиной менее 1 мм;
- для эффективной работы станка не нужно специальное помещение или наличие электричества;
- высокая вероятность брака в виде двойного нанесения гофры или перекатов;
- появление микротрещин после обработки на защитном покрытии металлического профиля;
- стоимость ручного оборудования редко превышает 100 тысяч рублей (отечественные производители).
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
-

- Станок для производства профнастила …
-

- Купить станок для профнастила с …
-

- Купить станок для производства …
-

- Оборудование для производства …
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
О производстве профнастила: технология, оборудование для изготовления
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.

На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?

Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
А это пример работ, выполненных профилегибом.
А это видео, где показана работа этого самодельного трубогиба для профильной трубы.

Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
Инструменты:
- болгарка;
- мощная дрель;
- сварочный инвертор.

Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Бизнес на профлисте (март — как открыть с нуля, примеры и готовый план с расчетами для начинающих
Профилированный лист на строительном рынке материал не новый. Отечественные предприниматели с успехом освоили этот бизнес. Производство профлистов разного размера и форм существует во многих регионах страны. Если его еще нет в вашей местности, то можно смело открывать производственный цех.
- Пошаговый план открытия
- Какое выбрать оборудование для начала производства профлиста
- Какой ОКВЭД для бизнеса
- Какие документы нужны для открытия
- Какую систему налогообложения выбрать
- Нужно ли разрешение для открытия
- Технология производства
- Сколько можно заработать на профлисте?
Среди потребителей этого строительного материала будут организации, выпускающие временные хозяйственные постройки (бытовки, гаражи). Профлист используют для перекрытия крыш, возведения ограждений и заборов.
Чаще всего им отделяют места строительства или другие объекты на непродолжительный срок.
Благодаря своей невысокой стоимости, легкости и простоте монтажа материала, он становится все больше востребованным среди строителей.
Профилированные листы делят на несколько классов:
| С | Для стеновых элементов |
| Н | Для покрытий |
| НС | Универсальное изделие, подходящее для обустройства настилов и стен |
Часто поверхность покрывают полимерами разных цветов. Это придает изделию эстетический вид. Технология производства основана на использовании прокатного оборудования. После разработки изделия, утверждения его типа, цвета, толщины и формы профиля можно закупать сырье для производства. В качестве него обычно выбирают прочную листовую сталь.
Пошаговый план открытия
- Оценка рынка выпуска продукции.
Наличие заводов, производящих металлопрофили. Если в округе до 200 км нету подобного производства, а изделие в регион завозится – можно успешно занять нишу рынка, снизив цену за счет транспортировки;
Металлопрокатное производство в регионе. Что обеспечит сырье по цене изготовителя, с минимальными тратами на доставку, себестоимость профлиста, соответственно, существенно снижается;
Изучение стоимости, разнообразия видов продукции и масштабов продаж уже имеющихся производителей.
- Помещение и оборудование для выпуска профлиста.
- Сырьевая база.
- Персонал.
- Рынок сбыта. Климат региона, объемы промышленного, загородного, приусадебного строительства и другое.
Какое выбрать оборудование для начала производства профлиста
Самое простое оборудование для производства – это механические листогибы. На них делают изделие методом холодной штамповки. Листы предварительно нарезаются по необходимым размерам. Если предусмотрено ПВХ покрытие, то оно должно быть уже нанесено. Механическое оборудование предусматривает использование силу рук человека, поэтому в массовом производстве обычно не используется.
Тем не менее можно отметить, что механические станки позволяют изготавливать профлисты из стали, толщиной 1 мм. Длина изделия может доходить до 2 метров. Механика позволяет гнуть волну до 150 градусов. Несмотря на простоту всего процесса, обычно материал с полимерным покрытием для ручного производства не используют. В результате механического воздействия оно может повредиться.

Принцип работы пневматического оборудования основан на том, что на заготовку воздействует пуансон и вдавливает ее в специальную матрицу. Толщина материала при этом может быть 1,5 мм, а длина готового изделия 2,5 метра.
Важно
Гидравлическое оборудование работает по такому же принципу, как и пневматическое. Точность и производительность его гораздо выше. Этот вид станков дополняют ЧПУ. Управление при помощи программного обеспечения в разы повышает выход готовых изделий и уменьшает количество брака. Оператор может заранее задать форму матрицы и пуансона. Выбирается также скорость работ.
Крупные производства используют прокатные станы. Здесь также применяют метод холодного проката. Состоит оборудование из таких узлов:
| Разматыватель | Обычно он электромеханический. Установку оснащают механизмом самораспускания, возможностью обратной смотки и контролем скорости подачи материала. |
| Прокатный стан | Конструкция станка рамная. Его оснащают валиками, имеющими мягкую поверхность. Благодаря этому поверхность листа не царапается. |
| Ножницы | Имеют гильотинную конструкцию. |
| Приемное устройство | Штабелер или рольганг. |
| Пульт управления | С него оператор задает программу работы оборудования и параметры будущего изделия. |
Вся технология выглядит таким образом. В разматыватель устанавливается рулон стали. Оттуда материал подается на прокатный стан.
Кроме этого необходимо закупить ряд дополнительного оборудования и вспомогательных механизмов. Работа с металлом предусматривает поднятие на высоту тяжелых рулонов. Для этого используют погрузчики, лебедки и другое грузоподъемное оборудование.
Кроме самого помещения цеха нужно определиться с площадями под склады: готовой продукции и сырья. Изделия, как и заготовки, достаточно громоздкие и требуют определенных площадей для хранения. В производственном помещении нужно поддерживать температуру, выше +4 градусов.
Это необходимо для качественного формирования профлистов с полимерным покрытием.
Какой ОКВЭД для бизнеса
Согласно классификатору видов, этот бизнес бизнеса соответствует: пункту − изготовление гнутых стальных профилей. Затем, для сбыта продукции, то есть реализации оптом прочих − , а именно, − Розничная торговля металлическими и неметаллическими конструкциями и прочее.
Какие документы нужны для открытия
При регистрации общества (ООО) нужны: заявление о , Устав в двух экземплярах, и, если один основатель, то Решение об учреждении.
Протокол сборов учредителей и договор об основании общества, если общество учреждается несколькими участниками. Сканкопии таких документов также предъявляются при открытии счета в банке. Затем квитанция на оплату гос.
пошлины. И некоторые другие документы по требованию регистрирующего органа.
Какую систему налогообложения выбрать
При регистрации ООО применима общая системе налогообложения.
Викиум
Типы станков для профнастила
По степени механизации используемое на производстве оборудование бывает трех типов:
- Ручной
- Передвижной
- Автоматизированный
Ручной станок для профнастила применяется обычно при небольшом объеме производства и изготовлении гофрированных изделий небольшого размера.
Технологические операции не требуют использования электроэнергии, так как на ручном станке для производства профнастила применяется физическая сила непосредственно одного или двух операторов. Благодаря особой форме механизмов пружинного типа и системе эксцентриков усилия для сгибания листа минимальны.
Такие станки востребованы для производства мелких доборных элементов из оцинкованного металла, используемых в металлообрабатывающих мастерских. Большое применение они получили в строительных организациях. Применение ручного станка для изготовления профнастила не рекомендовано для заготовок с различным покрытием (лакокрасочное, полимерное покрытие).
На строительных площадках часто используют передвижные станки для производства профлиста. Обычно это арочный профнастил, который применяют в складских помещениях, ангарах, хранилищах и других сооружениях, имеющих арочные элементы в проекте.
Использование передвижного оборудования такого типа существенно ускоряет строительство арочных конструкций больших размеров и удешевляет строительство за счет экономии на опорном каркасе сооружения.
Автоматизированное оборудование представляет собой автоматические или полуавтоматические линии, которые состоят из комплектов станков и механизмов, смонтированных в определенном порядке.
Основные параметры
Какими характеристиками должно обладать оборудование для производства профлиста? Следует более подробно рассмотреть данный вопрос. Гибочная аппаратура содержит в себе размотчики – консольные и двухопорные. С помощью кран-балки рулон надевается на размотчик консольного типа.
-

- Станок ручной для производства …
-
- Станок для изготовления профнастила …
-

- Станок для производства профнастила …
-

- Ручной станок для производства …
В связи с использованием в аппаратуре автоматизированной системы разматывание происходит при полной регулировке скорости, а также с контролем над провисом петли. Максимальная ширина рулона в такой ситуации может достигать 1250 миллиметров.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Как различаются между собой станки?
Согласно технологии, металл может быть подвержен двум типам обработки: холодной и горячей. Однако все, без исключения станки обрабатывают металл исключительно при комнатной температуре. Этот фактор существенно удешевляет производство и делает станок сравнительно безопасным для операторов.
Автоматизированные прокатные станки
Станок такого рода представляет собой не отдельное устройство, а линию производства профнастила, соединенную в определенном порядке. Среди участвующих в процессе выработки устройств можно выделить:
-

- Станки для профлиста: как выбрать …
-

- Станок для производства профнастила …
-

- Профилегиб Ручной Купить Станок для …
-

- Ручной станок для производства …
- Разматыватель бухты;
- Прокатный стан;
- Ножницы;
- Система автоматического управления процессом;
- Приемное устройство.
С помощью такой конструкции можно создать любую геометрию профиля и получить высококачественный материал без перекатов и неровностей. Следствие этого – практически полное отсутствие брака. Единственный минус автоматизированной линии – это ее высокая цена. Позволить себе устройство такого рода сможет лишь профильная организация. Приобретать линию для личных целей не имеет смысла, так как она попросту не оправдает затраченных средств.
Использование при производстве автоматики
Для того чтобы принять уже готовую продукцию и сформировать пачки, а также в целях упаковывания полученных изделий, необходимо использовать специальное приемное устройство. В данной ситуации речь идет об откатной тележке. Вместо нее также можно воспользоваться автоматическим штабелером, который обладает автоматизированной системой управления.
Длина, характерная для приемного устройства, будет полностью зависеть от параметров изготавливаемого профилированного листа. За счет использования системы автоматического управления можно регулировать всю процедуру прокатки, а также ту скорость, с которой она производится. С помощью автоматики можно производить запуск всего производства без пробуксовки.
Кроме того, будут отсутствовать и резкие натяжения, которые негативно сказываются на агрегате. Все это делает возможным предотвращение возникновения самых разнообразных аварийных ситуаций за счет применения профилактического мониторинга.

С помощью автоматизированной системы управления можно полностью избежать появления человеческого фактора в процессе производства. Таким образом, будет обеспечена максимальная безопасность оператора, который находится в непосредственной близи с производственной линией.
Безопасность всего производства значительно возрастает в связи с использованием специальных датчиков, которые способны зафиксировать появление ненужных предметов или рук и остановить деятельность до того момента, пока все лишнее не будет убрано.
Варианты листогибочных устройств
Мы уже упоминали о том, что согнуть профнастил поперек можно путем обработки материала молотком (кстати, существует вариант покупки уже согнутых листов). Но этот способ подходит не всегда. Намного выгоднее использовать специальные листогибы, их можно сделать самостоятельно.
Листогиб для профнастила может иметь разные устройства, которые зависят от предназначения изогнутого листа. Например, если предположительный гиб не превышает 2.5 см, можно не фиксировать основание листогиба с верстаком, а воспользоваться обычным зажимом тисками. Не забывайте, что из-за упругости металла вы не сможете согнуть его более, чем на 90 градусов. Лучше использовать металлические проставки.
Многие станки схожи с обычным прессом. Их конструкция включает матрицы, пуансоны и станины. Однако чаще всего такие приспособления применяются для промышленного производства, потому как нужен огромный опыт и мастерство для работы на таких станках, а еще они весьма травмоопасны.
Определенные навыки помогут в создании проходного (протяжного) листогиба. В этом случае можно менять расположение валков и тем самым добиваться разных радиусов изгибов. Такое устройство может быть ручным или электронным.
В последнее время в продаже можно встретить уже готовые листогибочные установки. Однако их цена достаточно высока, и в некоторых случаях превышает 2000 долларов. В связи с этим особой популярностью и спросом пользуются самодельные листогибы.