Утверждено
Приказом Госстроя СССР
от 28 ноября 1983 г. N 372/л
Производство сварной балки
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
-

- Сварная двутавровая балка: производство …
-

- Сварная двутавровая балка: производство …
-
- Балка сварная двутавровая. Сварные …
-

- Сварная двутавровая балка: расчет …
-

- Балка сварная двутавровая. Сварные …
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
- Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
-

- Сварная двутавровая балка: производство …
-

- Производство двутавровой балки …
-

- Сварная двутавровая балка: расчет …
-

- Металлические сварные балки от компании …
-

- Сварная балка: изготовление и …
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
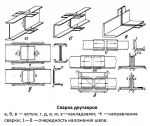
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
Номенклатура сварных двутавров:
П — с параллельными гранями полок;Б — нормальные;Ш — широкополочные;К — колонные;У — с уклоном граней полок; М — для подвесных путей; С — для армирования шахтных стволов.
- Сортамент типоразмеров Б, Ш, К из углеродистых сталей С245, С255 и низколегированных сталей С345 (09Г2С). Стыковые швы для всех типов выполняются с разделкой фасок и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Типы швов С12, С15, С21 по ГОСТ 8713-79.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ рядовых двутавров, используемых в качестве колонн, а также малонагруженных и с постоянными нагрузками поясные (тавровые) сварные швы выполняются по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т3 по ГОСТ 8713-79.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93,
- Двутавры специальные по индивидуальным размерам на основании чертежей Заказчика,
- Перфорированная балка (облегченная балка с "окнами" в стенке с сохранением всех механических параметров)
- Балка переменного сечения (балка с изменением высоты стенки вдоль длины)
- Разно полочная балка (балка с различной шириной полок)
- Усиленная балка (балка, усиленная ребрами жесткости). Для нагруженных балок, а также балок с циклическими и переменными нагрузками, подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.
- Крановая балка. Для нагруженных подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.
Вы можете также заказать и другие типоразмеры двутавров, размеры поперечного сечения, которых отличаются от приведенных в сортаменте, при соблюдении следующих условий:Соответствие требованиям ГОСТ 26020-83 и ТУ 0925-001-81769030-2007 для аналоговых двутавров и для не аналоговых — ГОСТ 23118-78 и СП 53-101
Гост 23682-79
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛОННЫ СТАЛЬНЫЕ СТУПЕНЧАТЫЕ ДЛЯ ЗДАНИЙ С МОСТОВЫМИ ЭЛЕКТРИЧЕСКИМИ КРАНАМИ ОБЩЕГО НАЗНАЧЕНИЯ ГРУЗОПОДЪЕМНОСТЬЮ ДО 50 т
Технические условия
Гост 23682-79
Государственный комитет СССР по делам строительства
Москва
РАЗРАБОТАН
Государственным комитетом СССР по делам строительства Минмонтажспецстроем СССР
ИСПОЛНИТЕЛИ
А.Е. Лапук (руководитель темы), М.Ю. Бельская, С.И. Бочкова, У.П. Шибаев, А.Я. Болтянский, Э.М. Кулешова
ВНЕСЕН Государственным комитетом СССР по делам строительства
Начальник отдела В. А. Алексеев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 22 мая 1979 года № 70
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛОННЫ СТАЛЬНЫЕ СТУПЕНЧАТЫЕ ДЛЯ ЗДАНИЙ С МОСТОВЫМИ ЭЛЕКТРИЧЕСКИМИ
КРАНАМИ ОБЩЕГО НАЗНАЧЕНИЯ
ГРУЗОПОДЪЕМНОСТЬЮ ДО 50 т
Технические условия
Steel stepped columns for buildings with general-purpose overhead electric cranes of 50 m capacity.
Specifications
Постановлением Государственного комитета СССР по делам строительства от 22 мая 1979 г. № 70 срок введения установлен
с г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на стальные сварные ступенчатые колонны с надкрановой (верхней) сплошностенчатой частью и подкрановой (нижней) решетчатой частью.
Колонны предназначаются для одноэтажных производственных зданий высотой от 10,8 до 18,0 м, пролетами от 18 до 36 м; с одноярусным расположением кранов, возводимых в районах с расчетной температурой наружного воздуха минус 65°С и выше и сейсмичностью до 9 баллов включительно, с неагрессивными, слабо-и среднеагрессивными средами. В зданиях для производств со среднеагрессивными средами шаг колонн должен быть не менее 12 м.
Колонны должны удовлетворять требованиям ГОСТ 23118-78 и требованиям, изложенным в соответствующих разделах настоящего стандарта.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Колонны должны изготовляться двух видов:
с односторонней подкрановой ступенью для крайнего ряда;
с двусторонней подкрановой ступенью для среднего ряда.

каждого вида могут изготовляться в двух исполнениях:
1-для зданий без проходов вдоль крановых путей;
2-для зданий с проходами вдоль крановых путей.
Колонны среднего ряда в исполнении 2 должны изготовляться с надкрановой частью, смещенной относительно продольной разбивочной оси здания для возможности прохода с одной стороны колонны.
1.3. Основные размеры колонн и привязки колонн к продольным осям здания должны соответствовать указанным на чертеже и в табл. 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Колонны должны изготовляться в соответствии с требованиями настоящего стандарта и СНиП III-18-75, по рабочим чертежам КМД, утвержденным в установленном порядке.
2.2. Надкрановая часть колонн и ветви подкрановой части должны быть двутаврового сечения, решетка подкрановой части-двухплоскостной из одиночных уголков.
Допускается для наружной ветви колонн крайнего ряда швеллерное сечение. В зданиях для производств со среднеагрессивными средами наружная ветвь колонн должна быть только швеллерного сечения.
2.3. Колонны должны изготовляться из проката стали классов, приведенных в табл. 2.
2.4. Торцы надкрановых и подкрановых частей колонн, а также верхняя плоскость плит баз должны быть механически обработанными в соответствии с указаниями на чертеже.
Шероховатость механически обработанной поверхности-320 мкм (1-й класс) по ГОСТ 2789-73.
2.5. Сварные соединения элементов колонн должны быть выполнены автоматической и полуавтоматической сваркой по ГОСТ 8713-70 или ГОСТ 14771-76.
Допускается применение ручной сварки по ГОСТ 5264-69 для монтажных соединений.
2.6. Материалы для сварки, а также болты грубой или нормальной точности должны приниматься в соответствии со СНиП
2.7. Предельные отклонения линейных размеров колонн и их элементов от номинальных приведены в табл. 3.
2.8. Предельные отклонения формы и расположения поверхностей элементов колонн от проектных приведены в табл. 4.
2.9. К плитам баз колонн (для выверки и закрепления их в проектное положение перед подливкой бетона) должны быть приварены планки с отверстиями для специальных анкерных болтов.
На базах колонн должны быть накернены риски, необходимые при установке колонн в проектное положение.
Колонны должны быть огрунтованы и окрашены. Грунтовка и окраска должны соответствовать V классу покрытия по ГОСТ
Колонны крайнего ряда Колонны среднего ряда
_______________
* При обосновании допускается-0,900 м.
1-плита; 2-ребро на уровне верха подкрановой балки; 3-подкрановая ступень; 4-стенка подкрановой ступени; 5-диафрагма; 6-анкерная плитка; 7-траверса базы; 8-плита базы; 9-шаблон для сборки на монтаже
Таблица 1
| , мм | От 6200 до 14200 включ. |
| , мм | От 3200 до 5200 включ. |
| , м | 10,8; 12,0; 13,2; 14,4; 15,6; 16,8; 18,0 |
Таблица 2
| Наименование элемента | Прокат | Класс стали |
| Вид | Обозначение нормативно-технического документа | |
| Надкрановая часть колонны | Основной элемент | Двутавр с параллельными гранями полок |
Предложение «Сталь-Эксперт» по сварным балкам
предлагает купить сварные балки нормальные, колонные и широкополые по минимальной цене со склада в Москве. Мы продаем балочный прокат в широком ассортименте, разных типов, с широким диапазоном габаритов, толщины стенок и веса.
Все изделия – самого высокого качества, сертифицированы и защищены гарантией производителя, соответствуют ГОСТ и СНиП, рекомендованы для применения в технических и климатических условиях РФ.
Стоимость балки зависит от выбранного класса изделий, срочности и частоты поставок, объемов партии и габаритов, сроков доставки и удаленности заказчика от Москвы. Закажите у нас балку на сайте по минимальной цене, а мы доставим ваш заказ в любую точку РФ.
Уважаемые господа
мы рады предложить Вам новый вид продукции запущенный нами в этом году-это производство сварной двутавровой балки.
Номенклатура производимой сварной балки:
сварная от 45 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ 26020-83;
сварная от 45 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93;
специальная сварная балка по индивидуальным размерам Заказчика;
Сварная балка (сварной двутавр) изготавливается из отдельных нарезанных листов горячекатаной стали. Представляет собой сварную конструкцию с техническими параметрами не ниже, чем у горячекатаной балки, изготовленной по ГОСТ 26020-83 или по СТО АСЧМ 20-93.
Сварная балка изготавливается длиной 12 м.
При изготовление балки используется сталь: Ст 09Г2С, Ст3 сп/пс5, Сталь 10ХСНД.
Благодаря внедрению современных сварочных комплексов сварки мы смогли дать конкурентную цену на выпускаемую нами сварную балку.В настоящее время цена от 35000
А на основные размеры применяемые в строительстве (45б1;50б1;55б1) мы можем предложить цену от 28000
Основное отличие между двумя видами балок — способ производства. Способ производства влияет на цену изделия, вес, промежуточное значение момента инерции.
В таблице мы сравнили характеристики сварной и горячекатаной балки
| Характеристики | h | h (ef) | t (w) | b (f) | t (f) | l (x) | W (x) | A | Вес |
| Горячекатаная балка 50 Б2 по СТО-АСЧМ | мм | мм | мм | мм | мм | См4 | См3 | См2 | Кг/ |
| 496 | 468 | 8 | 199 | 14 | 41872 | 1688 | 101,1 | 79,5 | |
| Сварная балка | 495 | 471 | 8 | 250 | 12 | 41959 | 1695 | 97,7 | 76,7 |
| 500 | 476 | 8 | 250 | 12 | 42912 | 1716 | 98,1 | 77,0 | |
| 510 | 486 | 8 | 230 | 12 | 41877 | 1642 | 94,1 | 73,9 |
Из таблицы следует, что удельный вес сварной балки меньше удельного веса горячекатаной балки. При применении балки высотой более 500 мм., металлоемкость значительно снижается.
Когда требуется обеспечить промежуточное значение момента инерции, например lx=42000 см4 горячекатаная балка 50 Б2 с lx=41872 см4 уже не проходит, а ближайшая горячекатаная балка 50 Б3 имеет lx=47849 см4 и вес 89,7 кг./
Балка двутавровая сварная
Сварной металлический профиль, чье сечение представлено в виде буквы «Н» называется сварной двутавровой балкой
-

- Производство сварных балок — ТОО …
-

- Производство двутавровой балки …
-

- Сварная двутавровая балка: расчет …
-

- Сварка двутавровых балок
-

- Сварная двутавровая балка: как …
. Она применяется при возведении каркасных конструкций, в качестве перекрытий для тоннелей и шахт, а также в качестве перекрытий при больших пролетах. Расчет сварной балки происходит в начале ее изготовления. При расчете учитывается устойчивость и ее последующая несущая способность. Размерсварных металлических балок зависит от типа опоры, особенно от ее ширины.
Виды сварного двутавра
Все сварные балки
соответствуютГОСТу и делятся на несколько видов:
· Балка горячекатаная; · Специальная; · Балка, изготовленная из низколегированной стали с содержанием углерода. Сортамент сварного изделия принято делить на нормальный двутавр с литерой «Б», колонный (К), широкополочный (Ш). Стальные сварные балки
с полками имеют уклон и делятся на специальные, мостовые и обычные.
Изделия могут классифицироваться по следующим факторам:
· Метод производства; · Прямое назначение; · Толщина полок и стенок; · Расположение граней полок относительно конструкции.
Производство двутавра
Современные технологии производства, предусмотренные для изготовления сварной балки
, позволяют значительно менять свойства самого профиля, путем смешения различных видов стали. На наиболее напряженных участках конструкции применяется сталь с повышенной прочностью. Там, где несущая характеристика не особо важна, приемлемо применение стали с малым содержанием углерода.
Высокоточные технологии позволяют значительно сократить число отходов при производстве сварной балки
, тем самым снизить конечную стоимость готовой продукции. При производстве продукции под какой-либо конкретный проект имеется возможность отступления от общепринятых стандартов. Преимуществом служит и возможность оптимизации сечения изделия. Благодаря этому, в значительной мере уменьшается общий вес всей металлоконструкции.
Процесс изготовления делится на несколько этапов:
· Резка заготовки; · Сборка профиля; · Сварка изделия под флюсом.
По окончании процесса, производится правка геометрии изделия, так как под воздействием высоких температур, балка может слегка деформироваться. Затем, изделие очищается и на его поверхность наносится защитное покрытие. Завод сварной балки
изготавливает изделие, достигающее в длину 12 метров, что не противоречит нормативам.
Прежде чем говорить об изготовлении сварной балки, полезно разобраться с вопросом – зачем она нужна? Чем обычный, горячекатанный двутавр не устраивает потребителя? Какие преимущества может дать технология сварки по сравнению с горячей прокаткой?
По сути своей сварная балка аналогична горячекатанной с параллельными полками ГОСТ 26020-83. Этот стандарт описывает горячекатаные балки высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм. Балки с параллельными гранями полок производятся трех видов.
- Б — нормальные двутавровые;
- Ш — широкополочные двутавровые;
- К — колонные двутавровые.
Характеристики изготовления сварных двутавровых балок и сортамент соответствуют этому стандарту. Разница у серийной продукции заключается в основном в цене. Прокатывать балку больших размеров очень затратный процесс, проще и дешевле ее сварить на автоматической линии. Поэтому, начиная с 55 номера, в конструкциях часто применяется сварной тип.
Стыковка двутавровых балок СНИП — Портал по безопасности
Необходимо законструировать стык с накладками в балке перекрытия. Балка выполнена из двутавра 45Б2 по СТО АСЧМ 20-93. Материал накладок: сталь С255. Изгибающий момент в балке в месте расположения стыка: М=250кНм. Поперечная сила в балке в месте расположения стыка: Q=60 кН.
Решение.
Расчетное сопротивление стали по Приложение 3:
Ry=240 Н/мм2 = 24,0 кН/см2.
Коэффициент условия работы по Приложение 3: γс = 1,0.
Расчет накладок и сварных швов по поясам балки
Примем толщину накладки t1= 16 мм = 1,6 см.
Высота балки (см. сортамент): Н = 450 мм.
Расстояние между осями накладок:
h = H + t1 = 450 + 16 = 466 мм = 0,466 м.
Усилие, действующее на одну накладку:
N = M/h = 250 / 0,466 = 536,5 кН.
Требуемая площадь одной накладки:
A = N / Ry γс = 536,5 / 24,0×1,0 =22,35 см2.
Требуемая ширина накладки:
bтр = A / t1 = 22,35 / 1,6 = 14 см.
Ширина накладок по конструктивным соображениям принимается на 20 мм больше или меньше ширины полки балки. Ширина полки балки равна 200мм (см. сортамент). Тогда ширина накладки примем b1 = 160 мм.
Толщина полки балки (см. сортамент) : tf =14мм.
Минимальный катет шва по Приложению 41 : kf = 4 мм.
Максимальный катет шва согласно конструктивным требованиям:
kf = 1,2t =1,2 x 14 = 16,8 мм.
Принимаем катет шва kf = 8 мм.
По Приложению 43 принимаем проволоку Св – 08А, диаметр проволоки принимаем равным d = 2мм.
По Приложению 43 принимаем электрод Э42.
Коэффициент условия работы соединения: γwf = 1,0.
Расчетное сопротивление угловых швов срезу по металлу шва по Приложение 7:
Rwf = 180,0 Мпа =18 кН/см2.
Значение βf Приложению 42: βf = 0,7.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,8х18,0х1,0х1,0 = 10,08 кН.
Значение βс по Приложению 42: βс = 1,0.
Временное сопротивление стали разрыву по Приложение 3:
Run = 370 Мпа = 37 кН/см2.
Расчетное сопротивление угловых швов срезу по металлу границы сплавления по Приложение 6:
Rwс = 0,45 Run = 0,45×37 = 16,65 кН/см2.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf Rwс γwf γс = 1,0х0,8х16,65х1,0х1,0 = 13,32 кН.
Требуемая суммарная расчетная длина одного фланговогошва с каждой стороны стыка:
lwl = N / βf kf Rwf γwf γс = 536,5 / 2 x 10,08 = 26,6 см.
Конструктивная длина шва равна расчетной длине плюс 1 см.
Конструктивная длина шва: L1 = 27 + 1 = 28 см.
Длина шва больше 5 минимальных толщин и меньше 85 βf kf = 85 x 0,7 x 0,8 = 47,6 см.
Для уменьшения влияния концентрации напряжений необходимо оставлять непроваренной часть стыковой накладки у зазора на длине Δ = 5 см. Необходимая длина каждой накладки с учетом конструтивных требований составляет:
Ll = 2l1 + Δ = 2×28 + 5 = 61 см.
Расчет накладки и сварных швов по стенке балки
Накладки на стенку конструктивно принимают шириной 100 -150 мм. Суммарная толщина накладок (в случае применения двух накладок) должна быть не менее толщины стенки.
Толщина стенки балки (см. сортамент): tw = 9 мм.
Принимаем ширину накладки b2 = 200 мм, толщину t2 = 10 мм и длину L2 = 300 мм.
Площадь сечения накладки: А2 = L2t2 = 30×1,0 = 30 см2.
Расчетное соротивление сдвигу по Приложению 1:
Rs = 0,58Ry = 0,58×24,0 = 13,92 кН/см2
Проверка условия: Q/ А2 Rs γс ≤ 1; 60/30х13,92х1,0 = 0,14 < 1
Условие выполнено, принятое сечение накладки по стенке балки удовлетворяет условию прочности на срез.
Принимаем катет шва kf = 6 мм.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,6х18,0х1,0х1,0 = 7,56 кН.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf Rwс γwf γс = 1,0х0,6х16,65х1,0х1,0 = 9,99 кН.
Минимальную несущую способность имеет маталл сварного шва; несущая способность 1 см шва.
βf kf Rwf γwf γс = 9,99 кН.
Расчетная длина шва равна длине свариваемого участка ща вычетом 1 см.
Расчетная длина шва: lw2 = L2 – 1 см = 30 – 1 = 29 см.
Усилие, воспринимаемое одним швом расчетной длиной lw2:
N = 7,56х29 = 219,24 кН.
Проверка условия: t = Q/2N < 1; 60/2х219,24 = 0,14 < 1
Условие выполнено.
Примеры:
Стыковка двутавровых балок
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами.
Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов.
На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Справочные величины по изготавливаемой сварной балке
Сварная балка «Б» — нормальная, по СТО АСЧМ
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| 30Б1 | 298 | 278 | 4 | 149 | 10 | 6895,5 | 462,8 | 253,2 | 40,9 | 32,1 |
| 30Б2 | 300 | 280 | 6 | 150 | 10 | 7405,1 | 493,7 | 276,3 | 46,8 | 36,7 |
| 35Б1 | 346 | 326 | 6 | 174 | 10 | 11554,3 | 667,9 | 372 | 54,4 | 42,7 |
| 35Б2 | 350 | 326 | 6 | 175 | 12 | 13727,9 | 784,5 | 434,6 | 61,6 | 48,3 |
| 40Б1 | 396 | 372 | 4 | 215 | 12 | 20737,8 | 1047,4 | 564,6 | 66,5 | 52,2 |
| 40Б2 | 400 | 372 | 6 | 208 | 14 | 24267,8 | 1213,4 | 665,8 | 80,6 | 63,2 |
| 45Б1 | 446 | 418 | 6 | 197 | 14 | 29387,2 | 1317,8 | 726,8 | 80,2 | 63 |
| 45Б2 | 450 | 418 | 6 | 205 | 16 | 34542,1 | 1535,2 | 842,8 | 90,7 | 71,2 |
| 50Б1 | 492 | 464 | 6 | 207 | 14 | 38102,2 | 1548,9 | 854,1 | 85,8 | 67,4 |
| 50Б2 | 496 | 464 | 6 | 208 | 16 | 43333,4 | 1747,3 | 960,2 | 94,4 | 74,1 |
| 50Б3 | 500 | 464 | 6 | 214 | 18 | 49740,5 | 1989,6 | 1089,8 | 104,9 | 82,3 |
| 55Б1 | 543 | 511 | 6 | 230 | 16 | 57773,8 | 2127,9 | 1165,5 | 104,3 | 81,8 |
| 55Б2 | 547 | 515 | 8 | 244 | 16 | 64144,8 | 2345,3 | 1301,7 | 119,3 | 93,6 |
| 60Б1 | 596 | 564 | 8 | 218 | 16 | 70628,6 | 2370,1 | 1329,6 | 114,9 | 90,2 |
| 60Б2 | 600 | 564 | 8 | 224 | 18 | 80247,2 | 2674,9 | 1491,4 | 125,8 | 98,7 |
| 70Б0 | 693 | 657 | 8 | 244 | 18 | 118961,5 | 3433,2 | 1913,9 | 140,4 | 110,2 |
| 70Б1 | 691 | 655 | 8 | 276 | 18 | 131241,7 | 3798,6 | 2100,8 | 151,8 | 119,1 |
| 70Б2 | 697 | 657 | 10 | 274 | 20 | 149214,9 | 4281,6 | 2394,5 | 175,3 | 137,6 |
| 80Б1 | 791 | 751 | 10 | 287 | 20 | 205901,6 | 5206,1 | 2917,8 | 189,9 | 149,1 |
| 80Б2 | 798 | 748 | 10 | 274 | 25 | 239529,4 | 6003,2 | 3346,9 | 211,8 | 166,3 |
| 90Б1 | 893 | 843 | 10 | 284 | 25 | 317388,6 | 7108,4 | 3969,7 | 226,3 | 177,6 |
| 90Б2 | 900 | 850 | 12 | 311 | 25 | 359049,2 | 7978,9 | 4485,3 | 257,5 | 202,1 |
| 100Б1 | 990 | 940 | 12 | 325 | 25 | 461368,6 | 9320,6 | 5245,7 | 275,3 | 216,1 |
| 100Б2 | 998 | 938 | 12 | 321 | 30 | 533706,4 | 10695,5 | 5980,7 | 305,2 | 239,6 |
| 100Б3 | 1006 | 934 | 12 | 311 | 36 | 608193,9 | 12091,3 | 6738,6 | 336 | 263,8 |
| 100Б4 | 1013 | 941 | 12 | 365 | 36 | 710449,3 | 14026,6 | 7747,1 | 375,7 | 294,9 |
Сварная балка «Ш» — широкополочная, по СТО АСЧМ
-

- Сварная балка двутавр – Сварная балка …
-

- Сварная балка. Расчет в Excel. | Блог …
-

- Сварка двутавровых балок из …
-

- Производство двутавровой балки …
-

- Сварная двутавровая балка: производство …
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| 30Ш1 | 294 | 262 | 6 | 170 | 16 | 11409,9 | 776,2 | 429,6 | 70,1 | 55 |
| 30Ш2 | 300 | 264 | 6 | 189 | 18 | 14447 | 963,1 | 532 | 83,9 | 65,8 |
| 35Ш1 | 334 | 302 | 6 | 200 | 16 | 17557 | 1051,3 | 577,2 | 82,1 | 64,5 |
| 35Ш2 | 340 | 304 | 6 | 220 | 18 | 21934,2 | 1290,2 | 706,9 | 97,4 | 76,5 |
| 40Ш1 | 383 | 355 | 6 | 305 | 14 | 31307,3 | 1634,8 | 882,3 | 106,7 | 83,8 |
| 40Ш2 | 390 | 354 | 6 | 300 | 18 | 39581,8 | 2029,8 | 1098,4 | 129,2 | 101,5 |
| 45Ш1 | 440 | 404 | 6 | 340 | 18 | 57790,7 | 2626,8 | 1413,7 | 146,6 | 115,1 |
| 50Ш1 | 482 | 446 | 6 | 300 | 18 | 62565,7 | 2596,1 | 1402 | 134,8 | 105,8 |
| 50Ш2 | 487 | 447 | 8 | 315 | 20 | 74652,3 | 3065,8 | 1670,9 | 161,8 | 127 |
| 50Ш3 | 493 | 443 | 10 | 300 | 25 | 89378,9 | 3625,9 | 2000,3 | 194,3 | 152,5 |
| 50Ш4 | 499 | 449 | 10 | 323 | 25 | 98256,2 | 3938,1 | 2165,8 | 206,4 | 162 |
| 60Ш1 | 582 | 542 | 8 | 301 | 20 | 105683,7 | 3631,7 | 1985,4 | 163,8 | 128,6 |
| 60Ш2 | 589 | 539 | 10 | 300 | 25 | 132335,2 | 4493,6 | 2478,2 | 203,9 | 160,1 |
| 60Ш3 | 597 | 537 | 10 | 300 | 30 | 157574,6 | 5278,9 | 2912 | 233,7 | 183,5 |
| 60Ш4 | 605 | 537 | 12 | 300 | 34 | 181766,3 | 6008,8 | 3344,7 | 268,4 | 210,7 |
| 70Ш1 | 692 | 642 | 10 | 276 | 25 | 175537,5 | 5073,3 | 2816,4 | 202,2 | 158,7 |
| 70Ш2 | 698 | 648 | 10 | 322 | 25 | 204978,7 | 5873,3 | 3233,7 | 225,8 | 177,3 |
| 70Ш3 | 707 | 647 | 10 | 330 | 30 | 249442,9 | 7056,4 | 3874,4 | 262,7 | 206,2 |
| 70Ш4 | 715 | 643 | 12 | 312 | 36 | 285505,4 | 7986,2 | 4433,4 | 301,8 | 236,9 |
| 70Ш5 | 725 | 645 | 14 | 320 | 40 | 331609,9 | 9147,9 | 5112 | 346,3 | 271,8 |
| 80Ш1 | 782 | 742 | 8 | 324 | 20 | 215363,2 | 5508 | 3019,4 | 189 | 148,3 |
| 80Ш2 | 792 | 742 | 10 | 309 | 25 | 261269,8 | 6597,7 | 3650,7 | 228,7 | 179,5 |
| 90Ш1 | 881 | 831 | 10 | 299 | 25 | 321681,4 | 7302,6 | 4062,5 | 232,6 | 182,6 |
| 90Ш2 | 890 | 840 | 10 | 331 | 25 | 358970,1 | 8066,7 | 4460,9 | 249,5 | 195,9 |
| 100Ш1 | 990 | 940 | 10 | 343 | 25 | 468478,1 | 9464,2 | 5241,9 | 265,5 | 208,4 |
| 100Ш2 | 998 | 938 | 10 | 337 | 30 | 542440,1 | 10870,5 | 5993 | 296 | 232,4 |
| 100Ш3 | 1006 | 934 | 12 | 311 | 36 | 608193,9 | 12091,3 | 6738,6 | 336 | 263,8 |
| 100Ш4 | 1013 | 941 | 12 | 350 | 36 | 684677 | 13517,8 | 7483,3 | 364,9 | 286,5 |
Сварная балка «К» — колонная, по СТО АСЧМ
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| 20 К1 | 196 | 172 | 4 | 199 | 12 | 4212 | 429,8 | 234,5 | 54,6 | 42,9 |
| 20 К2 | 200 | 172 | 6 | 200 | 14 | 5097,9 | 509,8 | 282,6 | 66,3 | 52,1 |
| 25К1 | 246 | 218 | 6 | 249 | 14 | 9899,5 | 804,8 | 440 | 82,8 | 65 |
| 25К2 | 250 | 218 | 6 | 250 | 16 | 11469,2 | 917,5 | 503,6 | 93,1 | 73,1 |
| 25К3 | 253 | 217 | 6 | 251 | 18 | 12986,2 | 1026,6 | 566,2 | 103,4 | 81,2 |
| 30К1 | 298 | 266 | 6 | 299 | 16 | 19963,2 | 1339,8 | 727,6 | 111,6 | 87,6 |
| 30К2 | 300 | 268 | 8 | 300 | 16 | 20640,7 | 1376 | 753,4 | 117,4 | 92,2 |
| 30К3 | 300 | 264 | 6 | 305 | 18 | 22749,3 | 1516,6 | 826,4 | 125,6 | 98,6 |
| 30К4 | 304 | 268 | 10 | 301 | 18 | 23762,6 | 1563,3 | 864,6 | 135,2 | 106,1 |
| 35К1 | 342 | 306 | 6 | 348 | 18 | 34311,1 | 2006,5 | 1085 | 143,6 | 112,8 |
| 35К2 | 350 | 310 | 10 | 350 | 20 | 40597,6 | 2319,9 | 1275,1 | 171 | 134,2 |
| 40К1 | 394 | 354 | 8 | 398 | 20 | 58628,1 | 2976 | 1613,8 | 187,5 | 147,2 |
| 40К2 | 400 | 350 | 10 | 400 | 25 | 73885,4 | 3694,3 | 2028,1 | 235 | 184,5 |
| 40К3 | 406 | 356 | 16 | 403 | 25 | 79140,6 | 3898,6 | 2172,8 | 258,5 | 202,9 |
| 40К4 | 414 | 354 | 12 | 405 | 30 | 94015,7 | 4541,8 | 2520,8 | 285,5 | 224,1 |
| 40К5 | 429 | 349 | 14 | 400 | 40 | 126016,1 | 5874,9 | 3325,2 | 368,9 | 289,6 |
ОСНОВНЫЕ БУКВЕННЫЕ ОБОЗНАЧЕНИЯ
M — момент, изгибающий момент;
N — продольная сила;
I_fx, I_fy- момент инерции расчетного сечения по металлу шва относительно его главных осей;
I_zx, I_zy- моменты инерции расчетного сечения по металлу границы сплавления относительно его главных осей;
R_u — расчетное сопротивление стали растяжению, сжатию, изгибу по временному сопротивлению;
R_un — временное сопротивление стали разрыву, принимаемое равным минимальному значению _т по государственным стандартам и техническим условиям на сталь;
R_wf — расчетное сопротивление угловых швов срезу (условному) по металлу шва;
R_wu — расчетное сопротивление стыкового сварного соединения сжатию, растяжению, изгибу по временному сопротивлению;
R_wun — нормативное сопротивление металла шва по временному сопротивлению;
R_ws — расчетное сопротивление стыковых сварных соединений сдвигу;
R_wy — расчетное сопротивление стыковых сварных соединений сжатию, растяжению и изгибу по пределу текучести;
R_wz — расчетное сопротивление угловых швов срезу (условному) по металлу границы сплавления;
R_y — расчетное сопротивление стали растяжению, сжатию, изгибу по пределу текучести;
R_yn — предел текучести стали, принимаемый равным значению предела текучести (_т) по государственным стандартам и техническим условиям на сталь;
W_f, W_z — моменты сопротивления расчетных сечений соответственно по металлу шва и по металлу границы сплавления;
K_f — катет углового шва;
l_w — длина сварного шва;
t — толщина;
_f, _z — коэффициенты для расчета углового шва соответственно по металлу и по металлу границы сплавления;
_c — коэффициент условий работы;
_m — коэффициент надежности по материалу;
_u — коэффициент надежности в расчетах по временному сопротивлению;
_wf , _wz — коэффициенты условий работы соответственно металла шва и металла границы сплавления;
wm — коэффициент надежности по материалу шва;
_zm — коэффициент надежности по материалу границы сплавления.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
-

- Производство Сварной балки двутавровой …
-

- Завод сварной балки: изготовление …
-

- Применение двутавровых балок в перекрытиях
-

- Балка двутавровая — производство и …
-

- Производство и характеристики …
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.