Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Материал стал использоваться все чаще
В связи с тем что прогресс не стоит на месте, а также из-за экономии времени в строительной сфере стало популяризироваться быстрое возведение зданий. И во многих ситуациях незаменимым элементом считается профнастил. С помощью него можно значительно упростить строительную технологию.

После того как будет возведен металлический каркас, соответствующие листы можно использовать как снаружи, так и внутри зданий. Между ними может быть уложен утеплитель. Подобная технология используется при возведении многочисленных складов, гипермаркетов и многих других зданий.
Ручное оборудование для производства профлиста
Чаще всего такое оборудование используется в небольших производствах и при строительстве удаленных объектов, когда доставка небольших партий готового профилированного листа просто нецелесообразна.

Ручное оборудование для профлиста позволяет изготавливать до 150 листов профнастила за одну 8-часовую смену. Фактически, такой станок представляет собой ручной листогиб. С помощью прижима, лист оцинкованного металла фиксируется на рабочем столе, а специальная направляющая изгибает лист на заданный угол, формируя профиль поверхности.

Поскольку ширина рабочего стола в ручных станках ограничена и не превышает 2,5 м, такое оборудование для профнастила не может обрабатывать рулонную сталь. В качестве исходных заготовок используют листы оцинкованной стали размером не более чем 2,5×1,2 м.


Оборудование, приводимое в действие только мускульной силой, для производства профлиста

К преимуществам ручных станков для изготовления профлиста можно отнести мобильность и экономичность (за счет использования мускульной силы человека они не требуют для работы затрат энергоносителей). Такое оборудование для профнастила также легко монтируется, не требует для установки специальных производственных помещений и имеет небольшой срок окупаемости.

Недостатками таких станков являются малая производительность, высокая вероятность брака в виде перекатов и двойного нанесения гофры, возможность использования стального листа не толще 1,0 мм, а также высокая вероятность образования микротрещин слоя полимерного защитно-декоративного покрытия листа. По этой причине обрабатывать на таких станках крашеный металл не рекомендуется.

Многие российские машиностроительные предприятия производят ручное оборудование для изготовления профнастила, цена его в зависимости от качества и комплектации колеблется в пределах от 70 до 100 тысяч рублей.
Наверх ↑
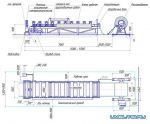
СХЕМА ЛИНИИ:
- РАЗМОТЧИК 8 тонн (механический)
- АВТ. РОЛИКОВЫЙ НОЖ (до входа в профилирование, работа без отходов)
- ПРОФИЛИРУЮЩИЕ ВАЛЫ (цельные)
- СТАНИНА (фрезерованная)
- ПУЛЬТ УПРАВЛЕНИЯ (PLC дисплей с ЖК экраном)
- ГИЛЬОТИНА ФИГУРНАЯ
- ШКАФ ЭЛЕКТРИЧЕСКИЙ
- АВТОМАТИЧЕСКИЙ ПРИЕМНЫЙ СТОЛ 6 м
- скорость проката 35 м/минуту
- мощность кВт
- в стоимость включено: шеф-монтаж обучение персонала и гарантия
Чертежи
-

- Станок для производства профнастила …
-

- Ручной станок для производства …
-

- Станок ручной для производства …
-

- Станок для изготовления профнастила …
-

- Станок для производства профнастила …
| Профилированный лист С8х1150-А, В | Профилированный лист С10х1143,5 | Профилированный лист С18(МП20)х1100-А, В | Профилированный лист С18(МП20)х1100-R |
| Профилированный лист С21х1000-А, В | Профилированный лист С44х999-А, В | Профилированный лист Н-60х845-А, В | Профилированный лист Н-75х750-А, В |
Широкая сфера применения этого материала позволяет использовать оборудование для профнастила владельцами малого и среднего бизнеса практически во всех регионах нашей страны. Предлагаемое оборудование для производства профлиста отличается широкими функциональными возможностями, небольшими габаритными размерами и высокой производительностью и полной автоматизацией.
Каждый станок для производства профнастила выполнен в полном соответствии с европейскими стандартами качества, которые гарантируют отсутствие вредных стоков и выбросов, а также повышенную надежность и безопасность в эксплуатации. Именно поэтому линия по производству профнастила пользуется постоянным спросом со стороны практичных и дальновидных покупателей, желающих в кратчайшие сроки наладить собственное производство качественных кровельных материалов, пользующихся большой популярностью на отечественном рынке строительных материалов.
Линия имеет вариант одноуровневого и двухуровневого исполнения. По желанию заказчика мы можем производить оборудование для профилирования в диапазоне С8 до НС75.
Станок для изготовления профнастила своими руками
Листы из профнастила могут применяться как материал для таких целей:
Не так давно мы обращались в компанию Krovelson (их сайт ) и Вам рекомендуем, так как остались самые положительные впечатление. Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
Двухъярусные линии
Двухъярусные линии дают возможность попеременного производства профнастила двух видов (из тонколистовой рулонной стали с оцинкованным или с полимерным покрытием). Возможен вариант производства стенового и кровельного профнастила, а на втором ярусе — металлочерепицы из оцинкованной стали и металла с полимерным/лакокрасочным декоративно-защитным покрытием. Такие линии позволяют сэкономить:
- деньги, потому что нет надобности покупать дополнительный разматыватель и систему автоматики;
- производственную площадь, ведь линии располагаются друг над другом.
-

- Станок Т8 для производства профнастила …
-

- Станок для производства профнастила С8 …
-

- Обзорное видео оборудования для …
-

- Станок для производства профнастила …
-

- Купить станок для профнастила с …
Полный комплект оборудования позволяет производить широкий ассортимент продукции с лучшими характеристиками. Если вы выбираете профнастил, сделанный на заводском оборудовании, то можете быть уверенны в его качестве.
Автоматизированная линия двухъярусной конструкции для производства профнастила в действии:
О производстве профнастила: технология, оборудование для изготовления
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.

На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Как изготовить станок для производства профлистов
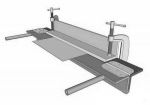
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Листогибочный станок своими руками
- Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины.
- Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов.
- Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины.
Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб.
В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Швеллер шириной 25 см
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
-

- Производство профнастила: технология …
-
- Станок для изготовления профнастила …
-

- Станок для производства профнастила …
-

- Станок ручной для производства …
-

- Ручной станок для производства …
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
А так выглядит результат работы станка:
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Чертежи прилагаются.
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Беремся за листогиб
Изготовление своего листогиба начнем с выработки простейших ТУ. А последние рассчитаем, кроме описанных выше критериев долговечности, исходя из расхода мускульной энергии, который среднего сложения взрослый мужчина способен давать изо дня в день без ухудшения самочувствия. Разумеется, простота и дешевизна конструкции тоже не на последнем месте. Также станок по массогабаритам должен допускать перевозку в легковой машине и применение непосредственно на месте работы. Получается:
- Ширина сгибаемого листа – до 1 м.
- Толщина сгибаемого листа – до 0,6 мм оцинковка; до 0,7 мм алюминий и до 1 мм медь.
- Количество рабочих циклов без переналадки и/или ремонта – не менее 1200.
- Угол сгибания – не менее 120 градусов без ручной доводки; так нужно для фальцев.
- Применение спецсталей или нестандартных заготовок – крайне нежелательно.
- Сварка – как можно меньше; от нее детали/сборные узлы ведет, а сварные швы хрупки и быстро устают от знакопеременных нагрузок.
- Металлообработка на стороне (токарка, фрезеровка) – тоже как можно меньше, денег стоит.
Скажем прямо: чертежей готовых конструкций, удовлетворяющих всем этим требованиям, в общедоступных источниках не обнаруживается. Мы попробуем усовершенствовать одну, широко известную, и, в принципе, весьма удачную.
Организация бизнеса
Для организации бизнеса необходимо зарегистрировать деятельность в налоговой инспекции. Производство можно организовать в качестве
индивидуального предпринимателя, либо как общество с ограниченной ответственностью. Если вы планируете работать с крупными поставщиками, лучше не рисковать и сразу регистрировать ООО. Иногда крупные компании предпочитать иметь дело только с юридическими лицами.
-

- Оборудование для производства …
-

- Производство профлиста – процесс …
-

- Станки для профлиста: как выбрать …
-

- Ручной станок для производства …
-

- Профилегиб Ручной Купить Станок для …
Также надо выбрать подходящую систему налогообложения. Это может порекомендовать юрист или бухгалтер. Чаще всего предприниматели останавливаются на упрощенной системе, особенно если речь идет о старте бизнеса. При желании в новом отчетном году у вас будет возможность перейти на более удобную систему налогообложения.
При регистрации необходимо указать ОКВЭД производство гнутых стальных профилей.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Машины для производства коробок | Картонная коробка
Как конечный пользователь, вы обнаружите, что наши машины для производства коробок дают компаниям любого размера больший контроль над процессом упаковки. Вам больше не нужно полагаться на третьих лиц, но вы можете производить индивидуальные коробки малыми или средними тиражами в тот момент, когда они требуются. Упаковка, которая идеально подходит для вашего продукта, снижает затраты и минимизирует воздействие на окружающую среду, всегда у вас под — идеальная машина для максимальной настройки и контроля для конечных пользователей.
Посмотрите наши видео выше, чтобы увидеть машины в действии. Изучите подробные страницы продуктов, чтобы найти все, что вам нужно знать о любой машине для изготовления коробок. У нас есть клеящие машины Autobox, Boxer, MultiNova и многое другое.
Kolbus AutoBox стремится к совершенству. В 2016 году мы выиграли премию Королевы за предприимчивость в международной торговле, одобренную Букингемским дворцом и Институтом экспорта и международной награда отмечает только действительно выдающиеся достижения. Он демонстрирует нашу приверженность производству и поставке оборудования высочайшего качества для предприятий по всему миру.
Мы серьезно относимся ко всем нашим клиентам и гордимся тем, что обеспечиваем высочайший уровень обслуживания и помощи. Это проявляется не только в качестве нашего оборудования, но и в преданности делу и приверженности, которые мы обеспечиваем каждому клиенту. Kolbus AutoBox здесь для вас, будь то первый запрос или давние отношения.
Наши машины для изготовления картонных коробок имеют время настройки всего шестьдесят секунд и разработаны с учетом потребностей пользователя. Управление простое и интуитивно понятное. Вы можете создавать коробки любой формы и размера за считанные минуты. Ваш процесс становится плавным и эффективным, независимо от того, являетесь ли вы промышленным предприятием или конечным пользователем.
Клиенты осознают, что большие картонные коробки не являются экологически чистыми и, как известно, влияют на возвратные для изготовления коробок уменьшает ваш углеродный след. Он позволяет создавать коробки идеального размера и формы для вашего продукта. Вам больше не нужна упаковка арахиса и других наполнителей; вы сокращаете лишние материалы (экономите деньги) и удовлетворяете меняющиеся потребности клиентов. Ваша упаковка может быть более экологически чистой, чем когда-либо.
-

- Ручной станок для производства …
-

- Станок для изготовления профлиста …
-

- Профнастил: размеры, технология …
-
- Листогиб для профнастила – станок для …
-

- Станок для производства профнастила …
Не только это, но и упаковка подходящего размера также делает доставку вашего продукта более надежной. Это сводит к минимуму поломки при доставке. Вы уменьшаете количество возвратов и, следовательно, также можете упаковать больше продукта в каждый грузовик, что снизит транспортные расходы и выбросы углерода.
Как завод коробок, вы можете рекламировать эти преимущества своим клиентам. Поскольку наши машины обеспечивают решения для краткосрочных и среднесерийных серий, создание коробок, отвечающих требованиям нишевых клиентов, не составляет труда и не отнимает у вас долгосрочные процессы.
Короче , машина для изготовления коробок может предоставить:
- Упаковка нестандартного размера
- Коробки картонные печатные
- Сниженный углеродный след
- Сниженные затраты
- Более плавный процесс
- Довольные клиенты
[email protected]
Материал для производства профнастила
Чтобы срок службы изделий был длительным, они изготавливаются из специальной стали, на поверхность которой дополнительно нанесен слой антикоррозионного защитного покрытия.
Покрытие может быть различного состава:
- оцинковка с добавкой алюминия, свинца и других металлов;
- алюмоцинковое покрытие, состоящее из алюминия, цинка и кремния;
- декоративное полимерное цветное покрытие.
Большую роль играют технические характеристики применяемой стали. От свойств стального листа зависит не только надёжность и долговечность профнастила, но и работоспособность оборудования по его изготовлению. Лист должен быть не толще 1,2 мм при максимальной ширине 1250 мм. Расход цинка при производстве оцинкованного профнастилане должен превышать 300 г/м. кв. Полный вес рулона готового сырья не должна быть больше 8000 кг.
Другие варианты
Ещё одна модификация самодельного профилегиба, позволяющая гнуть красивые арки для теплиц и беседок, потребует придания подвижности одному из валиков и обыкновенного автомобильного домкрата. В этом случае в конструкцию вносят следующие изменения:

- один из валиков размещают на подвижном плече, которое крепят к станине шарнирами;
- угол подъёма плеча будет регулироваться установленным снизу домкратом.

У представленной конструкции домкрат рабочим штоком упирается в поворотную платформу и поднимает её

Автомобильный домкрат можно устанавливать и на верхней площадке самодельного профилегиба — вместо винтового приспособления. В этом случае необходимое прижимное усилие будет создаваться этим устройством.

Вместо гидравлического домкрата для подъема крайнего вальца можно использовать винтовой автомобильный

Механизация станка может быть выполнена и без электромотора, если в распоряжении домашнего умельца есть дрель с регулятором оборотов или перфоратор большой мощности. Этот инструмент присоединяют к рабочему валу и запускают станок в работу.

При необходимости изогнуть металлический профиль под арочную конструкцию в домашних условиях не потребуется приобретать промышленное оборудование. Из металлолома, запасных частей от автомобиля и других подручных элементов можно своими руками собрать профилегибочный станок. Он может быть как полностью на ручном приводе, так и оснащён «помощниками» — электромотором, домкратом, мощной дрелью и др.
Кол-во блоков: 12 | Общее кол-во символов: 19135Количество использованных доноров: 6Информация по каждому донору:
- : использовано 3 блоков из 5, кол-во символов 3866 (20%)
- : использовано 1 блоков из 5, кол-во символов 1872 (10%)
- -svoimi-rukami: использовано 2 блоков из 6, кол-во символов 5920 (31%)
- : использовано 3 блоков из 6, кол-во символов 4747 (25%)
- -izgotovleniya-profilegiba-svoimi-rukami/: использовано 1 блоков из 5, кол-во символов 2142 (11%)
- : использовано 1 блоков из 5, кол-во символов 588 (3%)
Преимущества установки заборных планок
Незатейливые на первый взгляд планки для забора выполняют несколько полезных функций.
Продление срока службы ограждения
Ограждение, защищенное планками, долго не потеряет первоначальный внешний вид и прочностные характеристики. Кирпичные заборы и столбы быстро крошатся от постоянного воздействия воды и снега, а ограждения из металлического евроштакетника и профнастила начинают ржаветь.

Дополнительная жесткость полотна
Верхняя планка обеспечивает дополнительную прочность заборов из профнастила. Лист профнастила представляет собой стальной лист с ребрами различной высоты.
Чем толще сталь и выше гофра металлопрофиля, тем лучшей жесткостью и устойчивостью обладает полотно забора.
Однако профнастил имеет незначительную жесткость при сгибании в направлении волн. Чтобы компенсировать этот недостаток рекомендуется увеличивать количество горизонтальных силовых деталей, то есть поперечин ограждения. Установка дополнительных лаг – это увеличение времени монтажа и неоправданные траты.
Схема забора из профнастила с размерами лаг С помощью горизонтальной планки, изготовленной из такого же материала что и профнастил, можно придать прочность забору без лишних материальных и трудовых затрат. Усиливающая верхняя планка может иметь различные размеры, в зависимости от высоты ребер профнастила. Изготовленная из такого же материала что и профлист, планка обеспечивает максимальную жесткость полотна и является очень важным элементом ограждения. Дополнительная прочность так же необходима для заборов из евроштакетника. Погнуть или повредить верхние края металлоштакетника достаточно легко, поэтому планка в цвет забора просто необходима.
Внешняя привлекательность

Окантовка верхней части ограждения или парапета, также необходима как и подходящая рама для картины. Без заборного профиля ограждение смотрится незаконченным. Планки для верхней части ограждения, парапеты для защиты фундамента и навершия на столбы придают общему облику забора гармоничный вид, визуально выравнивают ограждение, делая его красивым и аккуратным.
Цвета планок для изгороди представлены в большом разнообразии. Можно подобрать варианты в цвет забора из профнастила или под кровлю здания. Заборные планки покрыты цветным слоем полимера, который устойчив к выгоранию на солнце, коррозии и долгое время сохраняет презентабельный внешний вид.
Что входит в состав профессиональной промышленной группы?
Для выпуска профнастила в состав производственной линии входит множество механизмов, которые облегчают процесс переработки.
Разматыватель
Разматыватель может быть двухопорным или консольным. Он предназначен для установки рулонов из листовой стали и их подачи в прокатный стан. На современных производствах скорость работы оборудования настраивается автоматически. Это позволяет синхронизировать всех механизмы, входящие в состав одной производственной линии.
Многие современные разматыватели дополнительно оснащаются ножом. Он позволяет отрезать ленту при необходимости замены рулона в процессе работы.
Многоклетевой прокатный стан
Прокатный стан непосредственно предназначен для изготовления профнастила. Он состоит из нескольких элементов:

- устойчивая рама или основа;
- прокатные ролики;
- двигатель электрический;
- пневмо- или маслостанция.
Форма роликов, находящихся на прокатном стане, соответствует геометрическим параметрам металлопрофиля. При помощи приводного механизма они приводятся в движение и обжимают стальной лист. В результате получают продукт с требуемыми характеристиками.
Формирование профиля может происходить одновременно или с применением последовательной схемы. В первом случае гофры листа получают с начальной клетки прокатного стана. Это обеспечивает равномерное профилирование продукции.
Другие механизмы
Производство профилированного листа невозможно и без других механизмов:
- гильотинные ножницы. Предназначены для отрезки необходимого куска готового материала;
- приемное устройство. Предназначено для временного сохранения изготовленной продукции;
- система автоматизированного управления. Предназначена для оптимизации производственного процесса.
При наличии всех представленных элементов промышленная линия по выпуску профлиста работает с высокой производительностью, но без потери необходимых качественных характеристик.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
-

- Мини бизнес: производство профнастила
-

- Как согнуть профлист
-

- Оборудования (станки) для производства …
-

- Оборудование для производства …
-

- Оборудование для производства профлиста …
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.