От профиля до готового окна – целая очередь разных по сложности процессов
Оборудование для производства
В данному случае предлагается производство металлочерепицы по ГОСТ 14918 из оцинкованного тонкого листа, с полимерным покрытием – ГОСТ 30246-94, толщина изделия составит 0,45 мм. Сегмент рынка подобных кровельных изделий занимает 75% от всего рынка.
Для запуска предприятия необходимо оснастить цех линией с профилегибочным станком для производства металлочерепицы c наиболее востребованным на рынке стандартным профилем.
-

- Как делают металлочерепицу: где …
-

- Металлочерепицы изготовление: Как …
-
- Производство Металлочерепицы как бизнес …
-

- Металлочерепицы изготовление: Как …
Процесс изготовления листов следующий: лист прокатывают и еще потом сверху прессом формируют характерный его изгиб.
Оборудование для производства металлочерепицы.
|
|
Автоматическое оборудование для производства являет собой 100 % автоматизированную линию, управление которой осуществляется лишь одним человеком. Оператор линии программирует скорость конвейера, задаёт количество единиц изделий, заранее устанавливая режим работы.
На наш взгляд лучшее предложение -линия для производства металлочерепицы :
Дальше работа производится без вмешательства человека: металлический лист разматывается и подаётся в фигурный пресс, приобретает форму при помощи гибочного станка, гильотиной нарезается на части нужного размера. И только на приёмном столе рабочий фасует изделия и отправляет их на хранение. Следует отметить, что использование оборудования оснащённого автоматикой, заметно улучшает качество конечной продукции и общую производительность цеха. Не нужно беспокоиться относительно особых условий размещения и больших производственных площадей для автоматического оборудования. Одна такая линия отлично разместится в помещении длиной 20 метров. А учитывая, что производство металлочерепицы не токсично и безвредно, то нет никаких особенных условий для размещения.
Оборудование для мини завода производства металлочерепицы, вариант №1:
В стоимость включено: 1) Разматывание рулона, 2) Автоматический роликовый нож для обрезки металлический линии, 3) Прокатный стан, 4) Штамповщик-формирователь волн, 5) Автоматический укладчик, 6) Приёмный стол; 7) Установка, обучение персонала, сервисное обслуживание.
2) Линии повышенных технических показателей. Данные станки уже имеют повышенную производительность в 8-9 метров в минуту. Они усовершенствованны быстрым прессом и позволяют изготовлять к выпуску уже несколько видов металлочерепицы-различной длины волны, перепадок.
3) Линии премиум-класса. Эти станки делают возможным использовать в производстве металлочерепицы более тонкие листы с толщиной в 0, 4 мм. Производительность их ещё выше-10-11 метров в минуту. Ещё они оснащены дополнительной автоматикой.
Покупая оборудование для изготовления металлочерепицы, не будет лишним знать, чем отличаются станки эконом и премиум класса. Покупка дорогостоящего оборудования вполне обоснована, ведь производство пущенное на таком станке принесёт куда большую прибыль, нежели использование дешёвого и неэффективного станка. Почему? Просто суть в том, что синхронный сервопривод, имеющий дорогостоящее оборудование, позволяет увеличить производительность станка в 2 раза. Например, если взять дешёвый станок, то прогон составит 5 метров листов стали за одну минуту. А вот если бы на этом станке присутствовал гидропривод, то прогон бы составил 7 метров. Заменив асинхронный привод на синхронный, можно прогонять до 11 метров стали в минуту. Приобретение такого оборудования даёт замечательный результат уже с первых дней работы.
Второе несомненное преимущество оборудования премиум-класса-возможность корректировки размера профиля в широком диапазоне. Это значит, что при одной производственной линии можно получать любые виды мтеллочерепицы, тогда как со станком эконом-класса можно изготовить только 1-2 вида.
Исходя из этого, все положительные моменты покупки оборудования премиум-класса видны невооружённым глазом: увеличение прибыли, сокращение расходов на рабочую силу, хранение электроэнергии и выпущенной продукции, расширение ассортимента, что положительно сказывается на репутации компании и приводит к повышению её конкурентоспособности.
Хочется ещё отметить, что, совершая покупку оборудования, следует обратит внимание на его производителя. В этой сфере хорошо зарекомендовали себя фирмы России, Украины, Казахстана и прочих стран СНГ. Поэтому следует сто раз подумать, перед тем как купить поддержанное оборудование: оно может изношено, что приведёт к лишним проблемам и тратам.
Персонал.
Стратегия развития.
Станки для производства металлочерепицы
Компания «НЗПО» производит оборудование для разной металлочерепицы. Станок для производства металлочерепицы может быть рассчитан на изготовление материала марки «Банга», «Монтеррей», «Каскад», «Джокер», «Финера».
Точность изготовления обеспечивает автоматическое оборудование, для которой использовались оригинальные комплектующие. Купить станок для изготовления металлочерепицы в компании «НЗПО» можно по стандартному или индивидуальному проекту.
Линии для изготовления металлочерепицы
Линии для производства металлочерепицы предназначена для организации производства металлочерепицы одного из видов: металлочерепицы «Монтеррей», металлочерепицы «Каскад» или металлочерепицы «Банга».
Линии для производства металлочерепицы необходима для организации автоматизированного процесса изготовления разных видов металлочерепицы. Оборудование выпускается со стандартным набором технических узлов. Такие линии отличаются только по штампующему устройству и прокатному станку.
Комплектность линии по изготовлению металлочерепицы
В состав линии входят такие элементы:
- прокатный стен;
- разматыватель;
- стол для приемки продукции;
- ножницы;
- штамп;
- маслостанция;
- пульт управления.
Цены на оборудование для производства металлочерепицы зависят от производительности линии, габаритов и используемых комплектующих.
Типы производимого оборудования компанией ООО «НЗПО» для металлочерепицы
Металлочерепица Монтерей
Металлочерепица Монтерей — это классический тип профиля, напоминающий натуральную черепицу. Олицетворяет собой спокойствие и умеренность. Плавность форм в сочетании с насыщенными цветами полимерного покрытия придают кровле вид, меняющийся от освещения. Каппилярная канавка на черепице обеспечивает дополнительную надежность в соединениях листов, а также предполагает точность установки и невидимость шва по всей длине соединения листов.
Высота профиля: 25 + 14 мм Шаг волны профиля: 350 мм Толщина металла: 0.4 — 0.5 мм
Металлочерепица СуперМонтеррей
-

- Как делают металлочерепицу: где …
-

- Как делают металлочерепицу: где …
-

- каталог Ñ Ñ‚Ñ€Ð¾Ð¹Ñ Ð
-

- KazRealty — Chemie
Металлочерепица СуперМонтеррей — является одним из самых популярных видов кровельного покрытия – ее дизайн подходит практически к любому архитектурному стилю. Однако коллекция СуперМонтеррей столь востребована не только благодаря приятному внешнему виду. Технические характеристики изделия ничуть не уступают выдающимся дизайнерским особенностям. Технология прокатки и холодной штамповки в сочетании с использование таких полимерных материалов как пластизол, пурал, полиэстер наделяют металлочерепицу СуперМонтеррей долговечностью, легкостью, экологичностью.
Высота профиля: 46 + 21 мм Шаг волны профиля: 300-400 мм Толщина металла: 0.4 — 0.7 мм
Металлочерепица КАСКАД
Металлочерепица КАСКАД — изготавливается из стального оцинкованного листа толщиной 0,4-0,5 мм разнообразной цветовой палитрой с многослойным полимерным покрытием. Она имеет форму близкую к классической черепице, сохраняя все достоинства металлической кровли. Благодаря четким граням и декоративным канавкам на верхней полке профилированного листа металлочерепица Каскад выгодно отличается от других металлочерепичных кровель ярко выраженной фактурой и рельефом.
Высота профиля: 22.5 + 22.5 мм Шаг волны профиля: 350 мм Толщина металла: 0.4 — 0.5 мм
Металлочерепица Банга
Металлочерепица Банга — внешний вид профиля напоминает одну из разновидностей керамической черепицы, а угловатость и строгость форм позволяют делать эксклюзивные кровли, не похожие на остальные. Линия имеет большие габаритные размеры, т.к. профиль имеет значительную высоту и для его профилирования необходим прокатный стан с большим числом рабочих клетей.
Высота профиля: 44 + 18 мм Шаг волны профиля: 300-400 мм Толщина металла: 0.4 — 0.6 мм
Металлочерепица Испанская Дюна
Металлочерепица Испанская Дюна — отлично имитирует натуральную черепицу и обладает основным преимуществом фальцевой кровли – отсутствием сквозных отверстий на поверхности листа.
В отличие от традиционной металлочерепицы, Испанская Дюна крепится к обрешетке с левой стороны через перфорацию специальной формы, которая позволяет компенсировать расширение металла при изменении температуры. Сквозные отверстия на поверхности не делаются. При укладке очередного листа происходит зацеп монтажного выступа и паза предыдущего листа. При этом места крепления закрываются. Это повышает срок службы кровли, т.к. места крепления не подвержены внешним атмосферным воздействиям. Кровля, выполненная по технологии скрытого крепежа, не требует текущего обслуживания в течение всего срока эксплуатации.
Высота профиля: 30 мм Шаг волны профиля: 350 мм Толщина металла: 0.5 — 0.6 мм
Достоинства материала
К сильным сторонам металлочерепицы относятся:
- незначительный вес (порядка 4-6 кг/м²);
- простота монтажа и ремонтных работ;
- широкий выбор цветов;
- отсутствие вредных компонентов в составе;
- высокая прочность (достигается благодаря ребрам жесткости); при условии правильной установки материал толщиной в 0,5 мм способен выдерживать нагрузку свыше 200 кг/м²;
- устойчивость к температурным перепадам;
- минимальное термальное расширение.
Металлочерепица
К недостаткам можно отнести лишь повышенную шумность при атмосферных осадках, но это можно решить путем монтажа слоя стекловаты.
Узнайте, что лучше — мягкая кровля или металлочерепица, а также как выбрать лучший материал, из нашей новой статьи.
Покрытие кровли металлочерепицей начинается с расчетов.
МеталлочерепицаМеталлочерепица
Технология производства керамогранита: этапов
Этап 1: Измельчение
В начале эти компоненты измельчаются в специальных мельницах, получается «Шлинкер» — основа для производства керамогранита.
Этап 2: Покраска порошка
Покраска пресс порошка специальными натуральными пигментами, одними из лучших являются пигменты производства Италии.
Этап 3: Сушка
Процесс сушки производится в атомизаторе: в нём происходит распыление полужидкого сырья в потоке горячего воздуха. После чего получаем ПРЕСС-ПОРОШОК.
Этап 4: Складирование/отлёжка
Далее пресс-порошок с помощью транспортерной ленты попадает в силоса (ёмкость для пресс порошка, где отлёживается не менее 48 часов)
Этап 5: Подача на участок прессования
Порошок подаётся в технологическую башню на участок прессования.
Этап 6: Формовка
Процесс формирования готового изделия. На этом этапе формируются пластины.
Этап 7: Пресовка
Производится с усилием 500 кг/1 см²
Этап 8: Сушка
Прессованные плиты отправляются на сушку для удаления лишней влаги.
Этап 9: Нанесение защитного слоя — Кристалины
Его функция — защита лицевой поверхности от загрязнений.
Этап 10: Обжиг
Производится в конвейерной печи при температуре 1300°С около 70 минут.
Этап 11: Автоматический контроль
С помощью специального прибора измеряются геометрия и деформация плиты.
Этап 12: Обработка лицевой поверхности
Как раз здесь производится полирование либо лапатирование
Этап 13: Ректификация плиты (если предусмотрено)
Плитка по краям обрезается, в результате получается плитка с точными и одинаковыми размерами, правильной геометрией, ровными и прямыми краями. Получаем так называемый «Обрезной край». Чтобы торец плитки был прямым, а не трапециевидным.
Этап 14: Сортировка и отбраковка
Для этого создана специальная линия сортирования, где поверхность керамогранита визуально осматривается на наличие дефектов.
Этап 15: Упаковка
Здесь плитка упаковывается, а специальный робот, по специальной программе, формирует паллеты в автоматическом режиме.
Существуют отдельные линии для производства крупноформатного керамогранита.
А это видео (источник), на основе которой была создана публикациция:
Вот вроде бы и всё).
Всех благ!)
Работа со стеклопакетами
Изготовление стеклопакетов
Большинство компаний, занимающихся производством окон из ПВХ-профиля, предпочитают работать с уже готовыми стеклопакетами. Т.е. размеры необходимых изделий они передают производители, и тот делает остекление по заказу.
Но так цена изделия получается несколько выше, потому для экономии средств (и для получения дополнительной прибыли) создается отдельный цех, в котором стеклопакеты собирают из отдельных деталей. Последовательность действий при этом такова:
Стенд для порезки стекла
- Стекло (обычное листовое, энергосберегающее или мультифункциональное) раскраивается на специальных столах.
- После раскроя выполняется обработка торцов специальными абразивными материалами – так удаляются мелкие сколы, которые могут спровоцировать появление трещин.
- Порезанные в размер стекла моют для удаления пыли, загрязнений, следов абразивного порошка, отпечатков ладоней и т.д.
Дистанционная рамка собирается из таких деталей
- После мойки выполняется сушка. Лучше всего это делать с помощью сжатого воздуха: его поток отлично сдувает налипшие на влажную поверхность пылинки и волоски.
- Затем собирается дистанционная рамка. Рамочный профиль обрезают в размер, заполняют специальным гранулированным осушителем, после чего соединяют на углах с помощью специальных переходников.
- После этого выполняется сборка стеклопакета на специальном столе. На края дистанционной рамки наносится бутиловый герметик, который обеспечивает первичную фиксацию стекол.
Сборка и герметизация
На этом этапе камера между стеклами может быть заполнена осушенным воздухом, который подается из шланга. Если планируется заполнение пакета аргоном или криптоном, то в дистанционную рамку устанавливаются специальные клапаны, через которые и закачивается инертный раз.
- В процессе сборки и прессования стеклопакета внутри него могут помещаться декоративные профили – так называемые шпроссы. Их применяют для имитации оконных переплетов.
- Когда первичная герметизация будет выполнена, торцы стеклопакета обмазывают вторичным герметиком.
- Затем конструкция устанавливается в пирамиду, где находится в вертикальном положении до полной полимеризации бутиловой ленты и других герметизирующих веществ.
Пакеты большого размера могут транспортироваться специальными лебедками
Готовые стеклопакеты либо упаковываются и отправляются заказчику, либо транспортируются на участок остекления.
Участок остекления
Остекление – завершающий этап. Выполняется он достаточно просто:
- Конструкции устанавливаются на наклонный стенд – так, чтобы установленные стеклопакеты не выпадали.
- В рамы и створки усаливаются специальные прокладки, равномерно распределяющие вес стеклопакетов.
- На прокладки усаливается остекление, которое фиксируется с помощью штапиков.
Каждый стеклопакет фиксируется штапиками
- Штапики, как правило, подрезаются непосредственно на участке остекления по размерам, снятым с конструкции. Такой подход позволяет минимизировать количество брака, поскольку допустимая погрешность по длине штапика составляет +/- 1 мм, иначе есть риск либо получить щель в углу, либо спровоцировать растрескивание всей рамы.
Остекленные конструкции упаковываются в полиэтилен и отправляются на склад. Там выполняется формирования заказа — к самим окнам добавляют дополнительные профили, подоконники, отливы, москитные сетки, ручки и другие детали.
Станок для точной нарезки штапиков
Технология и инструкция по монтажу металлочерепицы
Данная работа состоит из нескольких стадий:
- Проведение расчётов.
- Укладывается гидроизоляция.
- Создаётся контробрешётка.
- Крепятся кронштейны к водостоку.
- Монтируется обрешётка.
- Ставится карнизная планка.
- Присоединяется ендова.
- Укладываются и фиксируются листы материала.
- Монтируются дополнительные элементы (конёк, торцевая планка и др.)
Предварительные расчёты необходимы для определения требующегося количества материалов. Математика сводится к проведению таких операций:
- Вычислению площади каждого ската;
- Расчёту эффективного параметра листа материала. Из его всей площади требуется вычесть площадь в нахлёсте.
- Определению числа рядов материала на скате. Его функциональная длина делится на ширину черепичного листа.
- Подсчёту числа листов в линии (ряду).
- Перемножению количества рядов и листов в каждом из них. Здесь следует учитывать и параметр перехлёста, это примерно 15-20 см.
Материала хватит гарантированно, если округлите все показатели в большую сторону.
Полезно составлять схему расчёта материала. Например, она может быть такой:
Также до покупки уделите внимание углу наклона крыши. Он должен быть не менее 11 градусов. Это минимальный показатель для проведения монтажа.
Для самих работ понадобятся следующие инструменты:
- Ножницы по металлу.
- Электрическая дрель.
- Шуруповёрт.
- Рулетка.
- Молоток.
- Специальная лента для монтажа.
- Маркер.
Также обеспечьте себя стремянкой и защитными средствами (очками и перчатками).
Помимо металлочерепицы в работе требуется наличие:
- материалов для гидроизоляции;
- кровельных планок;
- аэророликов;
- коньковых и торцевых планок;
- досок 2,5 х 10 см;
- направляющей доски;
- саморезов и уплотнителей для них.
Укладка гидроизоляции
Наиболее популярными материалами являются полиэтиленовые плёнки. Лучше использовать диффузионные мембраны. Их можно укладывать на плиты утеплителя, не боясь образования конденсата со стороны утеплителя.
Схема обустройства такова:
Схема устройства теплой крыши (кровельный пирог)
Пароизоляцией является барьером, блокирующий попадание влаги из помещений во внутренние участки крыши. Он устроен в самом низу кровельного формирования, под стропилами, к которым и монтируется, и теплоизоляцией. Она так же оберегается от конденсата.
Установка контробрешетки
Контробрешётка образует вентилируемое пространство между гидроизоляцией и кровельным покрытием. Её рейки следует ставить со значительным шагом. Между ними получается пустота, заполненная воздухом.
Контробрешётка не несёт несущую нагрузку, но выполняет такие функции:
- Опоры для работников при создании главной обрешётки.
- Защита гидроизоляции от повреждений и обрешётки от влаги.
- Фиксация гидрозащитной плёнки, её удержание от меньшего провисания.
Сам её монтаж осуществляется в таком порядке:
- На стропила, уже покрытые защитой от воды, прибиваются бруски. Дистанция между ними идентична расстоянию между стропилами. Для крепежа применяются оцинкованные гвозди с шагом 30 см.
- В зоне конька окончания брусков спиливаются, чтобы добиться их плотного примыкания друг к другу. Их угол обуславливается углом скатной крутизны.
- В ендове обрешёточные рейки ставятся на дистанции 10 см от внутреннего угла с двух сторон. Здесь они монтируются к продольным доскам.
После этих действий монтируются доски главной обрешётки. Работа стартует от карниза.
Крепление кронштейнов для водосточной системы
В решении этой задачи следует опираться на следующие критерии:
- Если стена трёхслойная, кронштейны крепятся лишь на поверхностный слой. При его плотности в 9 см анкер углубляется на 6 см, в 12 см – на 8-9 см.
- Если стена имеет два слоя, крепёжный компонент помещается вглубь на 6-9 см и входит в следующий слой.
- В однослойную стену погружение идёт на 6-7 см. Для крепления используются шурупы или распорные дюбели.
- Если стена деревянная, держатель крепится саморезами. Используется острый длинный стержень.
Сам монтаж водосточного желоба проходит в таком алгоритме:
- Установка воронки и ближайших желобов.
- Фиксация кромок желобов к плоскости ветровой доски – применяются саморезы.
- Крепление п.1 , пока профили этих элементов полностью не совпадут.
- Монтаж желобных профилей на кронштейны со стыковкой.
- Заполнение пустых торцов заглушками.
- Соединение труб и воронок с помощью отводов.
- Установка кронштейна для размещения трубы.
- Обозначение вектора монтажа водосточной системы дял монтажа вертикальных элементов конструкции.
Шаг обрешетки под металлочерепицу
Металлочерепица очень прочна на разрыв при относительно небольшом весе. Сильному ветру достаточно оторвать от обрешетки один небольшой участок кровельного ската для того, чтобы за несколько часов разобрать по листу всю кровлю.
Такого никогда не случится, если обрешетка (то, к чему непосредственно крепятся листы металлочерепицы) была собрана правильно.
Прочитав эту статью, вы сможете проконтролировать правильность подготовки обрешетки под монтаж металлочерепицы и избежать дорогостоящих ошибок.
Как выбрать качественный пиломатериал и какая обрешетка нужна для металлочерепицы
При покупке пиломатериала желательно отбраковать доски, на которых выступила синева или даже чернота, это признак того, что лес заражен грибком. Заражение грибком может привести к разрушению структуры древесины в течение 3-5 лет. Если лес уже куплен, уничтожить грибок помогает восстановитель-отбеливатель, обработка требует добросовестного подхода.
Любой, даже абсолютно белый пиломатериал следует обработать огнебиозащитой на 2 раза, это обеспечит его прочность и долговечность в составе вашей кровли.
Для устройства обрешетки используется обрезная нестроганная доска шириной 100 мм и толщиной от 25 до 32 мм.
Также вам понадобится контробрешетка, брус сечением 40 х 50 мм, который крепится на стропила до обрешетки и обеспечивает вентиляцию и удаление конденсата из подкровельного пространства.
«Дюймовка» — доска толщиной 25 мм, может иметь отклонение по толщине +-5 мм. Ее рекомендуется рассортировать и в пределах одного ската использовать доску с разницей до 2-3мм по толщине. Это позволит избежать видимых волн на скатах кровли после монтажа металлочерепицы.
Вид и шаг обрешетки под металлочерепицу
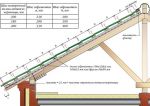
В зависимости от уклона кровли применяется шаговая либо сплошная обрешетка:
- Сплошная обрешетка применяется на уклонах от 14 до 20°. В процессе усушки между досками образуются зазоры до 15 мм, это нормально.
- Шаговая обрешетка применяется на уклонах более 20°. Шаг обрешетки должен быть равен длине волны черепицы, остановимся на этом подробнее. Шаговая обрешетка Сплошная обрешетка
Лист металлочерепицы своим волнообразным рельефом имитирует внешний вид уложенных рядов штучной керамической черепицы. Точка крепления листа саморезом повторяется на этом рельефе через равные промежутки. Если раскладка обрешетки рассчитана правильно, саморез должен войти ровно в середину доски.
Несмотря на разнообразие дизайнов металлочерепицы, существует 2 длины волны и 2 основных шага обрешетки. Это 350 и 400 мм между центрами досок.
Схема раскладки обрешетки для металлочерепицы
Важный нюанс: расстояние от первой (самой нижней) до второй доски обрешетки берется на 50 мм меньше. Это связано с тем, что металлочерепица крепится не заподлицо с лобовой доской, а с выпуском на 50 мм.
| Дизайн металлочерепицы | Шаг обрешетки |
| МонтеррейСупермонтеррейКаскадClassicKvinta (Kvinta Plus)Country (Kvinta)Quadro ProfiKamea (Камея)FinneraAdamanteDecorreyИспанская Дюна | 350 мм |
| МаксиМакси КаскадАндалузияДжокер | 400 мм |
Рекомендуемый шаг обрешетки и другую справочную информацию по монтажу металлочерепицы предоставляет производитель.
Расчет количества доски
Зная шаг обрешетки, а также длину и ширину скатов, легко можно рассчитать необходимое количество пиломатериала. Криволинейные участки и трапеции лучше считать как прямоугольники по большей стороне, небольшой запас обойдется дешевле, чем лишняя доставка.
Пример. Возьмем для расчета двухскатную крышу, где длина ее по коньку будет 7 м, а скаты по 3,5 м. При укладке металлочерепицы с длинной волны 35 см, получится, 3,5 м / 0,35 м = потребуется 10+1 шагов обрешетки по 7 метров для одного ската, т.е. на 2 ската 22 шага. 22х7 м= 154 м доски нам нужно. Добавляем еще пару досок для отделки дымохода и готово.
Устройство и монтаж деревянной обрешетки
Независимо от уклона, на определенных участках и узлах кровли необходимо выполнить сплошную обрешетку.
Что это за участки и узлы:
- Примыкание кровли к дымоходу, вентканалу или стене;
- Вокруг мансардных окон;
- Места крепления снегозадержателей и лестниц;
- Хребты и ендовы (так называются внешние и внутренние изломы кровли);
- Конек;
Сплошная обрешетка здесь нужна для надежного крепления доборных элементов, выполненных из листовой стали. Они не имеют достаточной жесткости и нуждаются в прочном и стабильном основании.
Общие рекомендации:
- Для крепления обрешетки к брусу контробрешетки лучше использовать оцинкованные ершеные гвозди. Использование саморезов, особенно черных, нежелательно, т.к. они изготавливаются из очень хрупкого металла и легко ломаются при нагрузках.
- При ширине ската более 6 м стыковать доски обрешетки нужно по центру бруска контробрешетки, соединение досок на весу не допускается.
Для удобства укладки обрешетки обычно изготавливается шаблон из деревянного бруска. До начала работ желательно приложить шаблон к листу металлочерепицы и убедиться, что точки крепления саморезов действительно приходят в середину 100 мм доски обрешетки. Не исключено, что это шаблон с предыдущего объекта, на котором монтировали совсем другую черепицу.
Монтаж обрешетки под металлочерепицу
Объемы производства
В зависимости от комплектации, линии по выпуску металлочерепицы «Липецкого завода профилегибочного оборудования» имеют производительность до 5 и до 7 квадратных метров готовой металлочерепицы в минуту. Таким образом, за 8-часовой рабочий день вы легко сможете выпускать до 2 000 квадратных метров металлочерепицы.
В точном подсчете себестоимости металлочерепицы вам поможет нижеследующая таблица:
| Толщина металла, мм | Цена 1 тонны, руб с НДС | Погонный метр листа в тонне сырья | Погонных метров металлочерепицы в тонне сырья | Квадратных метров металлочерепицы в тонне сырья | Себестоимость 1 кв.м. металлочерепицы без учета накладных расходов |
| 0,40 | 47 000 | 254 | 241 | 286 | 165 |
| 0,45 | 43 000 | 226 | 213 | 253 | 170 |
| 0,50 | 41 500 | 204 | 191 | 227 | 183 |
| 0,55 | 39 000 | 185 | 172 | 204 | 192 |
Входные цены на металл отличаются в разных регионах страны, поэтому для определения точной себестоимости квадратного метра, необходимо подставить в таблицу свои цифры.
Особенные черты монтажных работ с другими типами:
В этом тексте мы рассматривали общие рекомендации в устройстве кровель из черепицы, но особые её виды могут значительно отличаться и меть свои особые черты.
Как видно из рисунков (для того чтобы увеличить нужно кликнуть), монтажные работы с металлочерепицей «Каскад» осуществляют на обрешетку с шагами, отличными от шагов черепицы «Монтерей» или «Элит».
Все эти отличия вызываются различными размерами профилей.
-

- Как выбрать металлочерепицу для кровли …
-
- Как стелить металлочерепицу на крышу, видео
-
- Как стелить металлочерепицу на крышу, видео
-

- 02336
Монтажные работы с черепицей «Андалузия» с особыми Z-образными замками тоже имеет свои причуды. Специальная перфорация выполнена в части замка у этого вида черепицы. Это значительно упрощает размещение и работы по креплению листов черепицы на кровле. Крепления остаются скрыты.
Благодаря этой хитрости вся кровля выглядит монолитной.
Структура кровельного пирога для металлочерепицы, включая гидроизоляцию
Перекрыть холодный чердак металлочерепицей – это наиболее удобный и простой способ обустройства крыши. В данном случае кровельный пирог будет состоять из гидроизоляционного материала, уложенного на стропильный каркас, обрешетки и кровельного покрытия (металлочерепицы). Собственно, и укладка такого покрытия выполняется очень быстро, главное — понимать, как покрыть крышу металлочерепицей правильно. Изоляционная пленка закрепляется скобами или гвоздиками, затем ее дополнительно прижимают контробрешеткой, прикрученной саморезами. Укладку реек обрешетки выполняют с учетом размеров металлочерепицы. Доска для обрешетки берется с размерами 25-100 мм, а иногда применяется фанера или стружечные плиты, если требуется сплошной настил.
Укладка пленки или мембраны для гидроизоляции чердака производится свободно, с некоторым провисанием. Однако стоит проследить, чтобы не была нарушена целостность покрытия, то есть любые дыры или трещины исключены. Как правило, пленка может провисать на 15-25 мм. Таким образом достигается вентилирование внутренней стороны гидроизоляционной мембраны, обеспечивается удаление сконденсированной влаги на карнизную планку и далее в водосток. Пренебрежение таким простым правилом в конечном итоге спровоцирует преждевременную деформацию кровельного каркаса и всей крыши.
Особенность крыши из металлочерепицы такова, что пленка для холодной кровли не способна снизить уровень шума, который возникает при интенсивных дождях, падающих на металл. Поэтому жилые помещения с таким кровельным покрытием обеспечивают слоем теплоизоляции, которая поглощает сильный шум. Без такого слоя обычно обустраивают только нежилые чердачные помещения.
Итак, холодная крыша будет включать такие слои:
- Изнутри помещения прокладывается пароизоляция для холодной кровли, которая только выпускает влагу наружу и не дает ей проникать внутрь жилых комнат.
- Далее устанавливают стропильный каркас для кровли.
- Следующим слоем монтируют гидроизоляционный материал. Пленку укладывают с провисанием для отвода конденсата.
- Далее крепится контробрешетка, которая прижимает гидроизоляцию, закрепляя ее, и обеспечивает вентиляционные зазоры.
- Затем набивают обрешетку для фиксации кровельного покрытия. Она делается из реек 50×50 мм и укладывается вдоль скатов с отступом в 35-45 см. Исходя из разновидности кровельного покрытия и уклона скатов, шаг обрешетки и толщина доски для нее может различаться.
- Последним выполняется настил металлочерепицы.
Технологии изготовления профильных труб
Вне зависимости от методики производства профильной трубы и особенности сечения (круглое, квадратное, прямоугольное), технология изготовления профильных труб подразумевает прохождение цикла из нескольких взаимосвязанных этапов:
- Нарезка штрипсов (металлических заготовок, из которых производят профильные трубы – стальных цилиндрообразных рулонов) на полосы нужного размера, соответствующего запланированному габариту профильной трубы.
- С помощью специального оборудования – сварочного станка нарезанные полосы соединяются в сварочную ленту, которая после изготовления подлежит намотке на барабан.
- Круглое сечение трубы формируют в специальном формовочном стане. Для производства прямоугольных и квадратных сечений используют специальные вальцы и технику деформирования заготовок посредством развития большой силы.
- В сварочном цеху производится сваривание детали.
- Охлаждение заготовки, корректировка размеров, выравнивание поверхностей.
- Вальцевание для придания сечению формата, отличного от круглого. Например, для овального потребуется два вальца, для четырехугольного (квадрат, прямоугольник) – 4 вальца.
Технологии изготовления профильных труб в зависимости от применяемых техник, методик, оборудования и устройств
- Дефектоскопический вихревой метод.Процесс создания изделия нужного формата и свойств при применении этой технологии осуществляется за счет взаимосвязанного воздействия электрических и магнитных свойств стали. Эту же методику применяют для контроля качества готовых изделий.
- Термический методПредполагает последовательное проведение процессов нагревания и остывания для придания металлу заданных параметров, изготовления проектируемых деталей.
Стандартный станок, применяемых в качестве оборудования для производства профильных труб, состоит из протяжного механизма и валков, благодаря которым происходит формирование изделия нужных габаритов и свойств.
При производстве профильной трубы, которая впоследствии не будет принимать на себя основные и большие нагрузки (например, для тех, которые планируется использовать в производстве мебели, навесов, теплиц), технология позволяет использовать обычные станки.
Технология изготовления профильных труб для формирования несущих конструкций требует соблюдения специальных условий производства, согласно стандартам и высоко-мощного современного оборудования (станков) в рамках применяемых методик. Также обязателен последующий контроль результата, комплексная приемка готового изделия.
Компания К.С. Темир предлагает полноценный сервис для своих клиентов. Мы предлагаем металлопрокат в Алматы по самым низким ценам в регионе, работаем как с частниками, так и с оптовыми покупателями.
Устройство кровли из металлочерепицы
Началом устройства кровель из металлочерепицы является замер скатов с установлением перпендикулярности торцов крыши по отношению к линиям конька и карнизов. Обрешетку под листы металлочерепицы выполняют из досок сечением 32х100 мм с расстоянием между ребрами 350 мм, т.е равными размерами между ребрами металлочерепицы. Если размер поперечных ребер металлочерепицы иной, например 400 мм, то и обрешетку устраивают соответственно. На карнизах расстояние от наружного края карнизной доски — 300 мм (рис. 144).
Рис. 144. Разметка укладки листов металлочерепицы : а — места нахлестов; б — установка самонарезающихся винтов
Доски на торцевых участках и доски ребристой обшивки, выходящие на карнизы, должны быть расположены выше других досок. Края листов металлочерепицы должны быть закрыты сплошной обшивкой досками для их прочного закрепления. Монтаж листов металлочерепицы начинают с торцевых участков. Сначала у края карниза следует закрепить направляющую доску. От нее будет направляющая линия. Целесообразно вначале 3—4 листа закрепить одним шурупом на коньке, выровнять по карнизу, затем закрепить окончательно: сначала первый лист прикрепить у конька, затем второй лист. Скрепить нахлест шурупом по верху волны. Канавка на крае каждого листа должна быть закрыта соседним листом. Край с канавкой каждого следующего листа укладывают под ранее уложенный, предыдущий закрепленный лист, который удерживает монтируемый лист (если монтаж начать с левого торца). Для закрепления листов металлочерепицы к обрешетке можно использовать самозавинчивающиеся болты А4 9х27 с уплотнениями или самонарезающиеся шурупы с уплотнительной шайбой (6 шурупов на 1 м2). Отверстия для болтов просверлить дрелью. Болты следует устанавливать перпендикулярно к листам на каждую вторую гофрированную складку, на дно канавки и на нижнюю сторону поперечной складки.
Все дальнейшие нахлестки выполняют у поперечной границы листа. Длина нахлестки составляет примерно 250 мм. Места нахлеста закрепляют на болтах или шурупах. Конек закрывают специальными коньковыми элементами с уплотнением. Они имеют полуцилиндрическую форму и хорошо укладываются на верхние концы профильных листов металлочерепицы (рис. 145). Торцевые элементы закрывают кровлю от попадания дождя и ветра.
Рис. 145. Схема расположения конькового элемента
Карнизные элементы защищают карниз и обрешетку от отекания с крыши воды (рис. 146).
Рис. 146. Схема расположения карнизного элемента
Для исключения образования конденсата на холодной внутренней поверхности металлочерепицы следует создать условия для вентиляции под кровлей от карниза до конька, а под обрешеткой разместить рулонный материал (рис. 147).
Рис. 147. Конструкция крыши с кровлей из металлочерепицы : 1 — обрешетка; 2 — гидроизоляционный материал; 3 — металлочерепица; 4 — направление движения воздуха
Ендову кровли из металлочерепицы выполняют с помощью специального разжелобочного элемента. На обшивку, находящуюся внизу, монтируют промежуточную конструкцию. На эту конструкцию прикрепляют на болтах разжелобочный элемент (рис. 148).
Рис. 148. Монтаж разжелобка : 1 — промежуточная конструкция; 2 — разжелобочный элемент
Зазоры между металлочерепицей и разжелобочным элементом, а также под коньком во всех местах, где есть неплотности и зазоры, герметизируют с использованием любого силиконового и другого отверждающегося герметика, или с применением специальных уплотнительных лент, прибиваемых к профилю небольшими гвоздями. При обрезке листа или при сверлении образовавшуюся металлическую крошку необходимо смести, чтобы не испортить покрытие. Во время монтажа следует ходить в обуви с мягкой подошвой и наступать только в местах обрешетки и в прогиб волны.
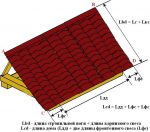
Крепления листов болтами или шурупами выполняют в соответствии со схемами. Для выхода на крышу в листах металлочерепицы имеется элемент с отверстием, выполненный из стеклопластика, внешний вид и рисунок которого такой же, как и у листа металлочерепицы. Для устройства кровли из металлочерепицы требуется 30 различных комплектующих изделий. Кроме того, необходима лестница для подъема на крышу, переходные мостки, лестница на крыше, водосточные трубы, крюки под желоба. Листы металлочерепицы поставляют по размерам. Длина листа каждого типа должна быть равной длине ската плюс карниз (рис 149). Для обеспечения полного монтажа и надежности кровли заводы поставляют на объект большое разнообразие комплектующих элементов, таких как конек прямоугольный; конек полуцилиндрический, торцевой элемент конька, торцевые элементы карнизов, наружных и внутренних углов, конструкции листов для выхода на крышу и др. (рис. 150).
Рис. 149. Укладка листа металлочерепицы
Рис. 150. Основные конструктивные доборные элементы для кровли из метеллочерепицы : а — коньковый элемент; б — коньковый элемент с полукруглым профилем; в — торцевой элемент конька; г — торцевой элемент к рядовым листам; д — карнизный элемент; е — элемент ендовы
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
линии, станок, оборудование для производства металлочерепицы.
Кровля из металлочерепицы объединяет в себе классический экстерьер и современную практичность, так как в отличие от тяжелой керамики, имеет малый вес и служит гораздо дольше, выдерживая даже сильные ураганные ветра.
Хотя металлочерепица и представляет собой, по сути, профилированный металлический лист, ее производство выполняется на специализированных линиях, в отличие от металлопрофиля.
Линии для производства металлочерепицы
Лист металлической черепицы представляет собой «пирог» из прессованной стали, покрытой антикоррозионным цинковым покрытием и полимерным покрытием, которое помимо защитных несет еще и декоративные функции. Технология производства состоит из следующих этапов:
- Прокат стального листа;
- Нанесение слоя цинкового покрытия — пассивировка;
- Нанесение полимерного покрытия;
- Придание листу профиля;
- Нарезка с последующей упаковкой.
Линии по изготовлению металлочерепицы бывают автоматическими или полуавтоматическими, наиболее надежны первые, так как скорость выпуска продукции значительно возрастает. Металл, предназначенный для изготовления, поступает в виде рулона и устанавливается на барабан, откуда подается на прокатный стан.
Штампующее устройство придает листу форму профиля, после чего изделие поступает на разрезку фигурными ножами, размер листов задается оператором и уже готовая продукция попадает в поддон, где автоматически упаковывается.
Станок для производства металлочерепицы
Наиболее востребованы автоматические линии по производству металлочерепицы, поскольку здесь отсутствует так называемый «человеческий фактор», а параметры выходящих листов задаются оператором через панель управления.
Для производства используется рулонный металлопрокат, помещаемый в барабан и разматываемый по мере необходимости.
Металлическая лента поступает на разматыватель и далее на прокатный стан, где с помощью пресса, металлу придается «черепичный» профиль. Разрезка черепицы осуществляется специальными фигурными ножницами, которые строго соответствуют профилю изделия, благодаря чему раскрой осуществляется без заусенец.
Готовая продукция по транспортеру подается на приемное устройство, где ее упаковывают и отправляют заказчику.
Для сравнения, в полуавтоматических линиях, процесс производства выполняется рывками, так как технологические операции (штамповка, разрезка) производятся не интеллектуальной системой управления, а персоналом, что увеличивает время выпуска, количество брака.
В некоторых случаях могут применяться и ручные приспособления для выпуска металлочерепицы, однако для изготовления в промышленных масштабах они не годятся, как правило, такие станки применяют при производстве единичных доборных элементов кровли – коньков, планок, ендов.
Оборудование для производства металлочерепицы
Популярность металлочерепицы объясняется практичностью этого материала и легкостью его монтажа, при этом, любителю классической европейской кровли, предоставляется возможность выбора оттенка черепицы и заказа индивидуальных размеров листов, которые будут разрезаны еще на производстве.
Для производства применяются линии автоматического или полуавтоматического цикла.
И если планируется постоянный выпуск большого количества продукции, то предпочтение следует отдать именно автоматической линии, так как здесь требуется минимальное количество персонала и в то же время они характеризуются высокой производительностью.
Линии с полуавтоматическим циклом отличаются от автоматических только системой управления, если в первых, параметры изготовления изначально задаются оператором через компьютер, и каждая технологическая операция выполняется без участия человека, то здесь, в каждом этапе производства участвует человек.
Также вам будет полезно:
Хотя стоимость полуавтомата несколько ниже, однако качество выпускаемой продукции и необходимость в дополнительном персонале снижают экономический эффект.
Также посмотрите интересное видео об оборудовании для производства металлочерепицы Монтеррей с производительностью 7м/мин от Липецкого завода профилегибочного оборудования:
Оборудование для производства металлочерепицы
Технология производства металлочерепицы не является особо сложной и состоит из нескольких технологических операций, требующих определенной точности изготовления: прокатка гофрированного профиля, штамповка, и нарезка листов в указанный размер.
При изготовлении металлочерепицы на прокатном оборудовании требуется строгое соблюдение технологии. Процесс гибки и штамповки должен производиться с точным соблюдением геометрии профиля. Что касается технологии производства данного материала, все начинается с установки металлического рулона на размотчик линии. Затем ленту подают в прокатный стан, где уже на малой скорости она следует до ножниц. Далее оператор на пульте линии задает необходимое число листов и определяет длину каждого листа металлочерепицы, чтобы настроить линию на автоматический режим работы.
Если рассматривать процесс в общем виде, то можно выделить следующую технологическую цепочку:
- Прокат стального оцинкованного листа.
- Пассировка — нанесение первичной защиты.
- Нанесение полимерного слоя.
- Профилирование.
- Нарезка по размерам и упаковка.
Последовательность этапов зависит от используемого при производстве оборудования, поэтому может меняться. Но результат остается одним и тем же.
Единственное, что будет различаться — это цветовое оформление листа. В этом плане виды металлочерепицы имеют достаточно широкий ассортимент, который способен порадовать всех без исключения потребителей.
Процесс производства начинается с установки рулона стальной оцинкованной полосы на оборудование, которое называется отмотчиком. Это барабан, постепенно разматывающий рулон и подающий сырье на прокатный стан.
На прокатном стане сырьевой материал получает первоначальную продольную волнообразную форму с определенной высотой гребня и шириной между волнами. В автоматическом режиме эти параметры задаются оператором. Затем полуготовый материал поступает на следующий этап, где производится штамповка, и лист принимает окончательный внешний вид.
Далее происходит укладка металлочерепицы встопку на поддоны и процесс упаковки, после чего она окончательно готова к транспортировке.
Видео: «Как делают металлочерепицу. Производство металлочерепицы
Видео о том как на производстве изготавливают металлочерепицу. В данном видео подробно и в отличном качестве показана линия по производству металлочерепицы, а так же подробно описано и само производство метало-черепицы.
Как делают металлочерепицу
Как делают металлочерепицу – весь процесс её изготовления
Производство металлочерепицы требует определённого подхода ко всем этапам технологической цепочки.
При этом оборудование, функционирующее в автоматическом режиме, дает возможность производить кровельный материал высокого качества.
Для того чтобы понять как проходит сам процесс производства, мы разместили данный материал. Надеемся, что он поможет вам разобраться в основных тонкостях процесса производства металлочерепицы.
Совет
Основа технологии производства металлочерепицы достигла ряда традиций и особо не изменяется. С момента появления металлочерепицы, её производители довели процесс производства до совершенства.
Вследствии чего оборудование и этапы производства на всех заводах очень похожи. Единственное, что приобретает постоянных изменений — это этап нанесения верхнего защитного слоя.
Когда то это была краска, сегодня же полимерные слои.
Сразу стоит отметить, что главное на чём базируется качество конечного продукта – это исходное сырьё.
Сырьё
Сырьем для производства металлочерепицы выступает холоднокатанная горячоцинкованная листовая сталь толщиной от 0,35 до 0,7 мм. Если принимать данный параметр за критерий классификации, то стандартом при изготовлении кровельных профилей считается толщина стального листа 0,45-0,5 мм.
Всё сырье для производства металлочерепицы изготавливают только на металлургических комбинатах по достаточно сложной технологии с использованием дорогостоящего оборудования.
Для получения стального листа необходимой толщины его сначала прокатывают на прокатном стане, затем на него наносят цинковое покрытие по технологии горячего цинкования.
В конце каждого цикла на готовый оцинкованный стальной лист наносят полимерное покрытие, которое является дополнительной защитой от коррозии и вредных воздействий окружающей среды. Различают тонкую металлочерепицу с толщиной листа 0,35-0,45 мм. При снижении толщины металл становится менее прочным.
С ним нужно бережно обращаться при транспортировке, монтаже и в процессе эксплуатации. Тонкая сталь, как правило, бывает китайского производства.
Толстой можно считать металлочерепицу с толщиной металла от 0,50 мм. Такие листы сложнее поддаются штамповке, что может негативно повлиять на точность соблюдения параметров профиля. Если берете толстую металлочерепицу для использования в условиях повышенной нагрузки, лучше покупать материалы проверенных марок, заводские, где обеспечивается высокий контроль качества продукции.
Сырье для металлочерепицы также может различаться по виду защитного металлопокрытия. Кроме горячей оцинковки (в диапазоне 95-275 г/м2) многие производители сегодня внедряют новые антикоррозийные покрытия: цинкалюминиевое, алюмоцинковое, алюмокремниевое, железоцинковое и др.
Оборудование для производства металлочерепицы
Технология производства металлочерепицы не является особо сложной и состоит из нескольких технологических операций, требующих определенной точности изготовления: прокатка гофрированного профиля, штамповка, и нарезка листов в указанный размер.
При изготовлении металлочерепицы на прокатном оборудовании требуется строгое соблюдение технологии. Процесс гибки и штамповки должен производиться с точным соблюдением геометрии профиля.
Что касается технологии производства данного материала, все начинается с установки металлического рулона на размотчик линии. Затем ленту подают в прокатный стан, где уже на малой скорости она следует до ножниц.
-

- Рабочая ширина металлочерепица …
-

- CADmaster #5(66) 2012 (сентябрь-октябрь
-

- Как стелить металлочерепицу на крышу, видео
-

- Calaméo — №32(1251) «очень НУЖНАЯ …
Обратите внимание
Далее оператор на пульте линии задает необходимое число листов и определяет длину каждого листа металлочерепицы, чтобы настроить линию на автоматический режим работы.
Если рассматривать процесс в общем виде, то можно выделить следующую технологическую цепочку:
- Прокат стального оцинкованного листа.
- Пассировка — нанесение первичной защиты.
- Нанесение полимерного слоя.
- Профилирование.
- Нарезка по размерам и упаковка.
Последовательность этапов зависит от используемого при производстве оборудования, поэтому может меняться. Но результат остается одним и тем же.
Единственное, что будет различаться — это цветовое оформление листа. В этом плане виды металлочерепицы имеют достаточно широкий ассортимент, который способен порадовать всех без исключения потребителей.
Процесс производства начинается с установки рулона стальной оцинкованной полосы на оборудование, которое называется отмотчиком. Это барабан, постепенно разматывающий рулон и подающий сырье на прокатный стан.
На прокатном стане сырьевой материал получает первоначальную продольную волнообразную форму с определенной высотой гребня и шириной между волнами. В автоматическом режиме эти параметры задаются оператором. Затем полуготовый материал поступает на следующий этап, где производится штамповка, и лист принимает окончательный внешний вид.
Далее происходит укладка металлочерепицы встопку на поддоны и процесс упаковки, после чего она окончательно готова к транспортировке.
Видео: “Как делают металлочерепицу. Производство металлочерепицы
Видео о том как на производстве изготавливают металлочерепицу. В данном видео подробно и в отличном качестве показана линия по производству металлочерепицы, а так же подробно описано и само производство метало-черепицы.
Похожие материалы по теме:
Строение металлочерепицы
Виды рисунков металлочерепицы
Системы безопасности
Снегозадержатели: назначение, применяемость, виды, принцип действия, требования,…
Металлочерепица
При работе с листами металлочерепицы всегда пользуйтесь строительными перчатками или…
Металлочерепица
Монтаж снегозадержателей, кровельных лестниц и других устройств безопасности для…
Выбор элементов
– многослойная конструкция, элементы которой взаимодействуя друг с другом, повышают ее качество и срок службы. Строение холодной кровли состоит из гидроизоляции, обрешетки и кровельного покрытия, а в состав теплой входит еще пароизоляция и слой утеплителя. Опытные мастера рекомендуют выбирать материалы для устройства крыши в соответствии со следующими критериями:
- При выборе металлочерепицы играют роль всего 2 показателя – высота гофры и толщина стали. Чем эти показатели выше, тем больше прочность и несущая способность кровельного покрытия. Необходимое количество листов рассчитывают, исходя из площади скатов и полезной площади полотна.
- Доборные элементы, такие как карнизная и фронтонная планка, приобретаются в зависимости от метража свесов с учетом нахлеста 15-20 см. Они подбираются в тон металлочерепице.
- Ендовы используются для оборудования стыков между скатами в многоскатных, сложных конструкциях. Они представляют собой стальные планки в виде уголка с полимерным покрытием.
- Коньковый профиль используется для оборудования конька крыши. Коньковые элементы, как и ендовы, представляют собой уголки с крепежными полочками 20-50 см. Чем шире полочки, тем лучше профиль защищает от проникновения влаги зазор между листами материала.

Учтите, конструкция теплой кровли намного проще, чем теплой, так как она состоит всего из 3 слоев. Однако, кровельные комплектующие применяются для устройства крыши любого типа. Качественные доборные элементы помогают сохранить целостность кровельного полотна при оборудовании узлов примыкания к вертикальным и горизонтальным поверхностям, места прохода труб и аэраторов через скат, сводя к минимуму риски возникновения протечек.